
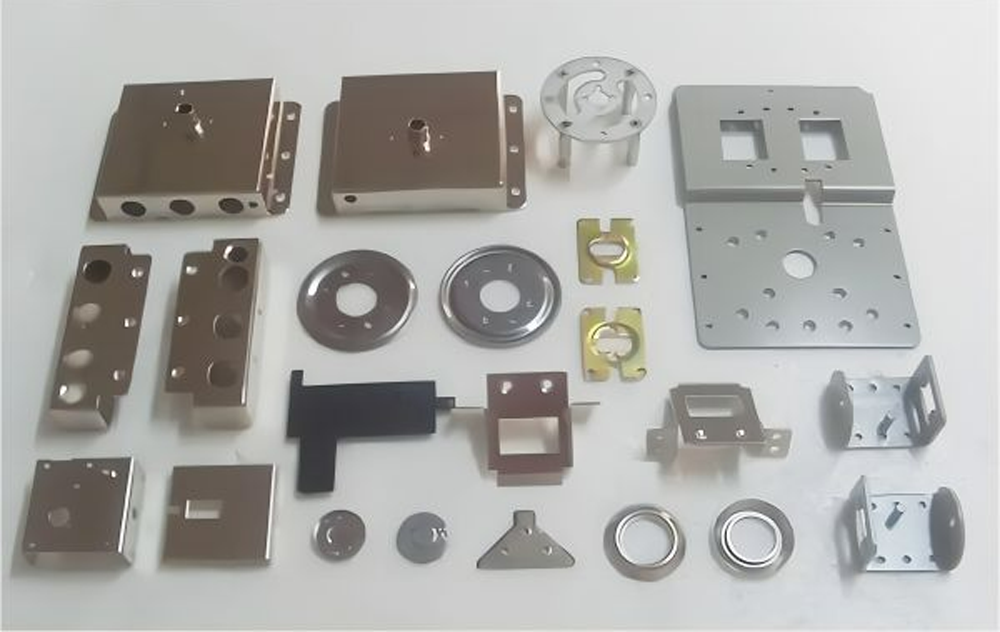
Апрацоўка ліставога металу - гэта своеасаблівая тэхналогія апрацоўкі металічных лістоў, у тым ліку згінанне, штампоўка, расцяжэнне, зварка, зрошчванне, фармоўка і г. д. Яе відавочнай асаблівасцю з'яўляецца тое, што адны і тыя ж дэталі маюць аднолькавую таўшчыню.І ён мае такія характарыстыкі, як лёгкі вага, высокая дакладнасць, добрая калянасць, гнуткая структура і прыгожы знешні выгляд.GPM прадастаўляе паслугі па апрацоўцы ліставога металу і мае дасведчаную і кваліфікаваную каманду, якая можа даць вам комплексныя паслугі ад аптымізацыі дызайну DFM, вытворчасці да зборкі.прадукцыя ахоплівае розныя тыпы шасі, шаф, шафак, вітрын і г.д., і шырока выкарыстоўваецца ў электронным абсталяванні, сувязі, медыцыне, навуковых даследаваннях і іншых галінах.

Лазерная рэзка

Штампоўка

Згінанне
Зварка
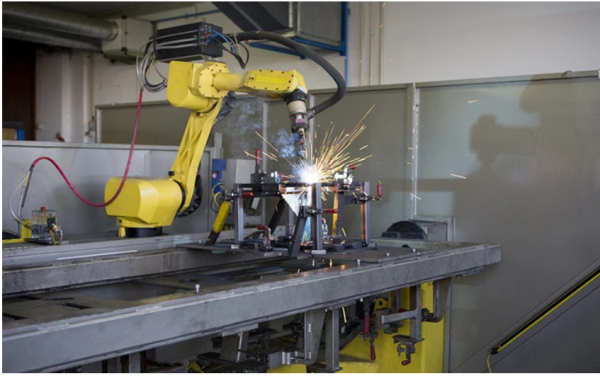
Апрацоўчая машына
Тэхналогія апрацоўкі ліставога металу пры вырабе звязана з якасцю прадукцыі.Па гэтай прычыне для зладжанага выканання розных тэхналагічных задач неабходна выкарыстоўваць сучаснае тэхналагічнае абсталяванне і перадавыя тэхналогіі.Вы атрымаеце высакаякасную прадукцыю і высакаякасны вопыт абслугоўвання, выбраўшы нашы паслугі па апрацоўцы ліставога металу,

| Назва машыны | КОЛ-ЦЬ (набор) |
| Машына лазернай рэзкі высокай магутнасці | 3 |
| Аўтаматычная машына для выдалення задзірын | 2 |
| гнуткавы станок з ЧПУ | 7 |
| Нажніцы з ЧПУ | 1 |
| Аргон зварачны апарат | 5 |
| Робат-зваршчык | 2 |
| Аўтаматычны зварачны апарат для прамога шва | 1 |
| Гідраўлічны прэс 250T | 1 |
| Аўтаматычная падачы заклёпак | 6 |
| Разбівальны станок | 3 |
| Свідравальны станок | 3 |
| Ролікавы станок | 2 |
| Усяго | 36 |
Матэрыялы
Апрацоўка ліставога металу можа выкарыстоўваць розныя матэрыялы, якія можна выбраць у адпаведнасці са сцэнарыямі прымянення і патрабаваннямі.Ніжэй прыведзены некаторыя распаўсюджаныя матэрыялы для апрацоўкі ліставога металу
Алюмініевы сплаў
A1050,A1060,A1070,A5052, A7075і г.д.
Нержавеючая сталь
SUS201,SUS304,SUS316,SUS430 і г.д.

Кардонная сталь
SPCC,SECC,SGCC,Q35,#45,і г.д.
Медны сплаў
H59,H62,T2,і г.д.
Аздабленне
Апрацоўку паверхні апрацоўкі ліставога металу можна выбраць у адпаведнасці з рэальнымі патрэбамі для задавальнення патрэб розных сцэнарыяў прымянення.
●Пакрыццё:Ацынкоўка, пазалота, нікеляванне, храмаванне, сплаў цынку і нікеля, тытанавае пакрыццё, іённае пакрыццё і г.д.
●Анадаваны:Цвёрдае акісленне, празрысты анадаваны, каляровы анадаваны і г.д.
●Пакрыццё:Гідрафільнае пакрыццё、гідрафобнае пакрыццё、вакуумнае пакрыццё、алмазападобны вуглярод(DLC)、PVD (залаты TiN, чорны:TiC, срэбны:CrN)
●Паліроўка:Механічная паліроўка, электралітычная паліроўка, хімічная паліроўка і нанапаліроўка
Іншая індывідуальная апрацоўка і аздабленне па запыце.
Прыкладанні
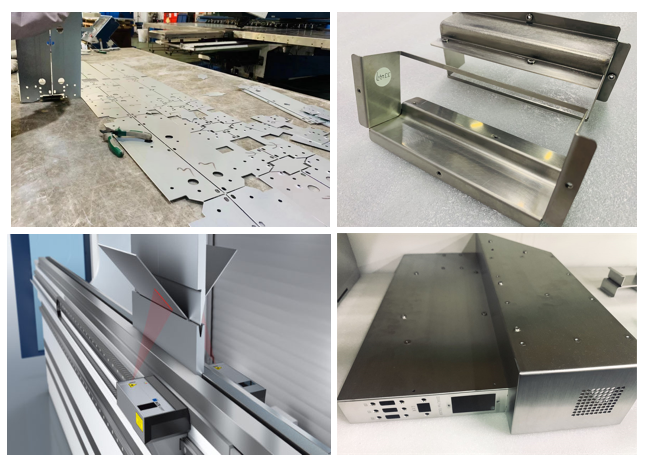
Існуе мноства відаў працэсаў вытворчасці ліставога металу, у тым ліку рэзка, штампоўка / рэзка / злучэнне, згортванне, зварка, заклёпванне, зрошчванне, фармоўка і г. д. Вырабы з ліставога металу шырока выкарыстоўваюцца ў розных галінах прамысловасці і сферах.Вытворчасць вырабаў з ліставога металу павінна спалучацца з прымяненнем прадукту, навакольным асяроддзем і іншымі фактарамі, у поўнай меры ўлічваць рацыянальнасць кошту, формы, выбару матэрыялу, структуры, працэсу і іншых аспектаў.
Вырабы з ліставога металу маюць невялікі вага, высокую трываласць, добрую праводнасць, нізкі кошт і добрыя серыйныя характарыстыкі.Ён шырока выкарыстоўваецца ў электроніцы, сувязі, аўтамабільнай прамысловасці, медыцынскім абсталяванні і іншых галінах, уключаючы, але не абмяжоўваючыся імі:
●Электрычны корпус
●шасі
●Дужкі
●Шафы
●Мацуе
●Бытавая тэхніка
Забеспячэнне якасці
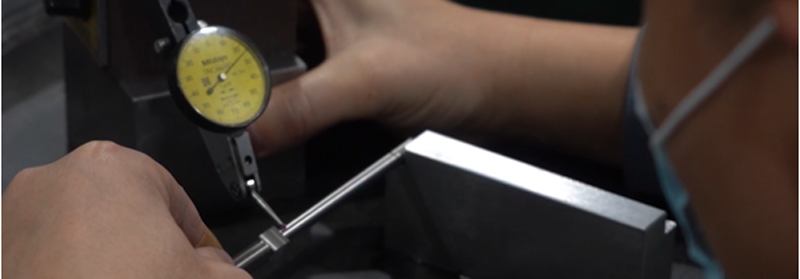
Кантроль якасці з'яўляецца важнай часткай дасягнення высокай якасці прадуктаў дакладнай апрацоўкі ліставога металу.Дзякуючы прыняццю розных сістэм менеджменту якасці і выпрабавальнага абсталявання, GPM забяспечвае стабільнасць і надзейнасць тэхналагічнага працэсу і якасць прадукцыі.Ад закупкі сыравіны, кантролю працэсу апрацоўкі да праверкі гатовай прадукцыі пасля апрацоўкі, неабходны строгі кантроль якасці і маніторынг.
| Асаблівасць | Талерантнасць |
| Ад краю да краю, адна паверхня | +/- 0,127 мм |
| Ад краю да адтуліны, адна паверхня | +/- 0,127 мм |
| Адтуліна да дзіркі, адна паверхня | +/- 0,127 мм |
| Сагніце да краю i адтуліну, адна паверхня | +/- 0,254 мм |
| Ад краю да элемента, некалькі паверхняў | +/- 0,254 мм |
| Над сфармаванай часткай, некалькі паверхняў | +/- 0,762 мм |
| Кут выгібу | +/- 1 градус |