
Tootmises ilmuvad sageli kolm õiget terminit: kinnitus, rakis ja vorm.Tootmisega mitteseotud, mehaanikainseneride või vähese praktilise kogemusega mehaanikainseneride jaoks on need kolm mõistet mõnikord kergesti segamini ajatavad.
Järgnevalt on lühike sissejuhatus, mis aitab huvilistel algteadmisi omandada.
Armatuurid:
Levinud ingliskeelne tõlge onKlamber, peamine eesmärk on objektide fikseerimine;Klambreid ei kasutata mitte ainult tootmismasinates ja -seadmetes, vaid neid kasutatakse laialdaselt ka paljudes valdkondades.
Näiteks konstruktsiooni, mis fikseerib sihiku relvale, nimetatakse kinnituseks;see on väga põhifunktsioon liikuvate objektide fikseerimiseks automatiseeritud masinates ja seadmetes.Kuni materjal on tahke, on eseme fikseerimine töötlemise, kokkupanemise või teisaldamise käigus vältimatu., eesmärk on takistada objekti meelevaldset nihkumist jõu või inertsuse muutumisel (muutub kiirendus ja aeglustus) ning kinnitus on üks olulisemaid kinnitusviise;kaaluge hoolikalt objekti fikseerimise põhimõtet, millest üks on geomeetriliste piirangute andmine, Tahke aine on kinni jäänud ega saa liikuda ning teine on liikumise vältimiseks tagada maksimaalne staatiline hõõrdejõud, mis ületab objekti inertsiaaljõu.
Esimene meetod, geomeetriline piirang, on teoreetiliselt parim meetod.Põhjus on väga lihtne, st nagu füüsikas traditsiooniliselt teada, "tahked ained ei saa läbi tahkete ainete" ja objektidele ei avaldata liikumise ajal täiendavaid mõjusid, välja arvatud inertsiaaljõud.jõud, mis võib vältida objektile lisajõu mõju avaldamist, kuid kinnitus peab olema konstrueeritud vastavalt objekti kujule ja tolerants tuleb reserveerida, et tulla toime tolerantsi ja veaga objekti valmistamisel, nii et seda nähakse reaalsetes objektides harva.Seda ideekavandit kasutatakse täielikult.Põhjus on selles, et muutuse elastsus on liiga väike ja viga põhjustab objekti ja kinnitusseadme vahelise kokkupõrke võimaluse.
Teine meetod säilitab objekti fikseeritud asendi, tagades maksimaalse staatilise hõõrdejõu, mis ületab inertsiaaljõu.Selle meetodi pakutav hõõrdejõud peab ületama inertsiaalse mõju vähemalt kahes suunas, millest üks on gravitatsiooni suund, ja objekt ei kuku alla., üks on liikumise suund (arvestatakse nii translatsiooni kui ka pöörlemist), et objekt ei nihkuks kiirenduse ja aeglustuse ajal, mis on praegu kõige olulisem rakendusmeetod.
Traditsiooniliselt saab metallmaterjalide puhul materjali enda suure tugevuse tõttu rakendada suurt jõudu, et objekt ei liiguks, nii et mõnes metallitöötlemise automatiseerimisseadmes kasutatakse objekti kinnitamiseks sageli hüdraulilisi klambreid.
See on levinud ka mõnede puitesemete fikseerimisel, kuid kinnitusjõud on suhteliselt väike.
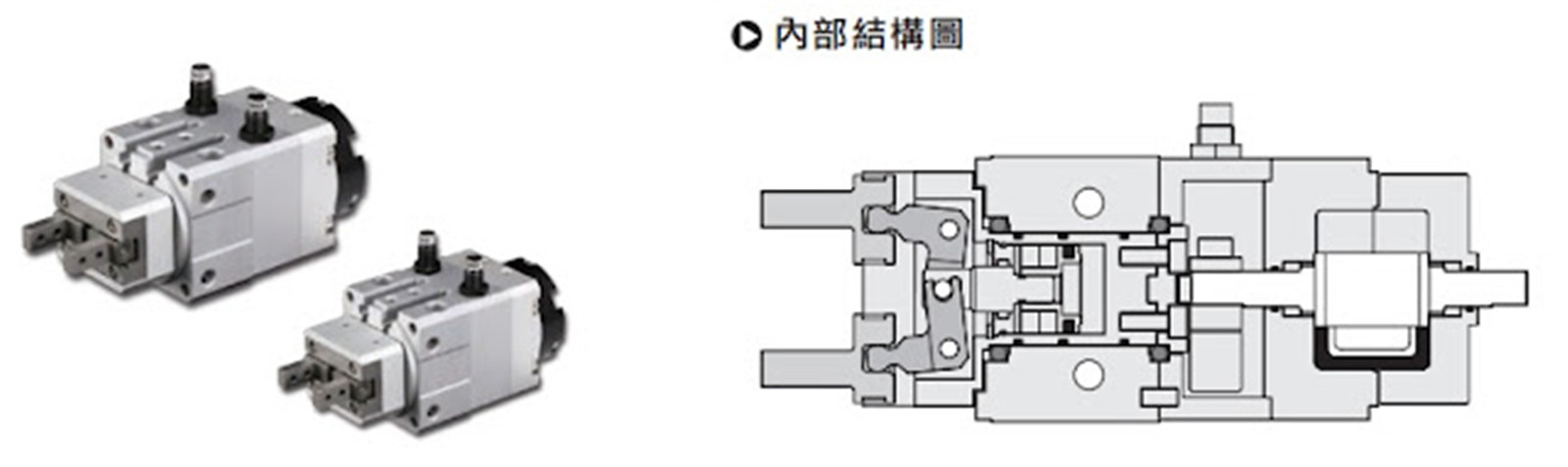
Ülaltoodud haaratsisilinder saab käsitsemiseks otse haarata ja pöörata väikestest esemetest
Maksimaalse staatilise hõõrdejõu tagamise viis, lisaks positiivse jõu tekitamisele kinnitustegevuses ja selle korrutamisele hõõrdeteguriga maksimaalse staatilise hõõrdejõu arvutamiseks, võib see tegelikult kasutada ka vaakumimemist rõhu tekitamiseks erinevus, et tekitada positiivne jõud, ja seejärel teha koostööd suure hõõrdeteguriga materjaliga.Esitage maksimaalne staatiline hõõrdejõud, mis ületab inertsjõu.Sellel meetodil on võimalus vähendada objektile rakendatavat jõudu.Seetõttu kasutatakse seda sageli mõnede täppiskomponentide või rabedate materjalide kinnitamisel.Puuduseks on see, et suure hõõrdeteguriga materjalid jäävad jääke ja saastavad või kriimustavad eseme pinda, millele tuleks mõne ülikõrget puhtust nõudva toote puhul tähelepanu pöörata.
Liikumisprotsessi käigus esemete fikseerimise seisukohalt on raudmaterjalidel, sh muul magnetilisel raual, koobaltil, niklil jne, elektromagnetilise jõu kasutamiseks spetsiaalne viis, mida tavaliselt kasutatakse freesimisel, lihvimisel. , hööveldamis- ja muud tööpingid.Laval (magnetkinnitus),
See jõud on aga väga suur ja tavaliselt ei kasutata seda liikumise inertsiaaljõu ületamiseks, vaid lõikamisprotsessi jõu ületamiseks.
Kõrge temperatuuriga keskkondades kasutatakse mõningaid erijuhtumeid ja pehmeid materjale ei saa kasutada.Samuti on mõned stseenid, kus ülaltoodud kaks meetodit segatakse ja üks suund muudetakse geomeetriliseks piiriks (nt gravitatsiooni suund), et minimeerida jõu mõju objektidele..
Jig
Tavaline ingliskeelne nimi onJig, ja jig on tuletatud jaapanikeelsest hääldusest;rakise põhiülesanne on fikseerida ja määrata objekti asukoht.Võrreldes rakisega on sellel positsioneerimise lisafunktsioon, mida sageli nähakse. Rais kasutab objekti positsioneerimiseks geomeetriliste piirangute meetodit, seega on positsioneerimisplokil ja positsioneerimistihvtil sageli kaldus kujundus, mida kasutatakse objekti suunamiseks. objekti suhteliselt väikesesse ruumi ja piirata objekti asukohta.
Objekti täpsemaks fikseerimiseks lisatakse mõnikord sunnitud tõuketegevus, et objekt puutuks vastu võrdluspinda/serva;kui see toiming jätkub ja takistab objekti liikumist, toimib see klambri pikendusena;Seetõttu tekib sageli arusaamatusi ja seade aetakse segamini rakisega.Seetõttu on armatuuri ja armatuuri funktsioon ja eesmärk rangelt võttes veidi erinevad.Armatuur keskendub fikseerimisele ja kinnitus keskendub "täpsele" positsioneerimisele.Kuna aga kinnitus vajab mõnikord rohkem kinnitust ja kinnitamist, kasutatakse seda mõnikord koos kinnitusega.See on natuke sarnane;praktikas paigutatakse nende kahe mehhanismi konstruktsioon sageli tehases samasse osakonda, mida nimetatakse kinnitusdetailideks.See osakond võib olla paigutatud tootmise, seadmete hoolduse või isegi tehase asjadesse või tooteuuringute ja -arenduse põhihariduseks on peamiselt mehaanikainsener.
Armatuuri täiustamine ja disain on automaatsete seadmete väljatöötamise väga oluline lähtepunkt.Paljud automaatikaseadmete ettevõtted aitavad tehastel imporditud seadmeid, lisaks ajamiseadmeid ja juhtimisahelaid täiustada ja projekteerida.Kogu tee lõpuks koguge toote- ja varustuskogemus ning saage täielikuks automaatikaseadmete ettevõtteks.
hallitus
Ingliskeelne nimiHallitus, mis see on?Eelmise kinnituse funktsioon on peamiselt fikseerimine ja positsioneerimine, põhimõtteliselt ei avalda see tootele muud mõju ega mõjuta otseselt toodet ennast, kuid vorm on erinev ja vorm osaleb otseselt tootmisprotsessis.
Vorme on palju, kuid põhiülesanne on piirata toote kuju või vormida tooraine soovitud kuju.Jne on kõige lihtsamini mõistetav näide, seega võib öelda, et hallitusseened on kaupade valmistamisel kõikjal.Populaarsem on see, et kuukookide valmistamisel kasutatavad puidust vormid on samuti omamoodi vormid.Kuni suur hulk vorme lõpuks lõpptarbijatele müüakse. Kaupade valmistamiseks on teatud kuju ja selle kuju peab täiendama vorm.
Vormide klassifikatsioon määratakse vastavalt tööstusele ja valitud protsessile.Peale toiduvormide on töötlevas tööstuses vormidega töödeldud kahte peamist tüüpi materjale: plast ja metall (muidugi kasutatakse vorme ka muu keraamika, komposiitmaterjalide jms puhul), kuid kogus on suhteliselt väike), nii et Esmalt tutvustage lühidalt viimaste aastakümnete suurimat plastitootmisvormide arvu.Metalli- või plastitootmise vorme võib sõltuvalt protsessist liigitada erinevalt.
Postitusaeg: 21. detsember 2022