CNC-koneistuspalvelu
GPM on ammattimainen tarkkuuskoneistuksen palveluntarjoaja.Meillä on kehittyneet mekaaniset prosessointilaitteet ja ammattitaitoiset insinöörit, jotka tarjoavat asiakkaillemme korkealaatuisia käsittelypalveluita.Ei mittarin prototyyppiä tai täysimittaista tuotantoa, voimme tarjota prosessipalveluita, jotka sisältävät erilaisia työstömenetelmiä, kuten jyrsintä, sorvaus, poraus ja hionta vastaamaan asiakkaiden erilaisiin tarpeisiin.Kiinnitämme huomiota laatuun ja tehokkuuteen ja takaamme, että voimme tarjota asiakkaillemme korkealaatuisia tuotteita ja palveluita mahdollisimman lyhyessä ajassa.

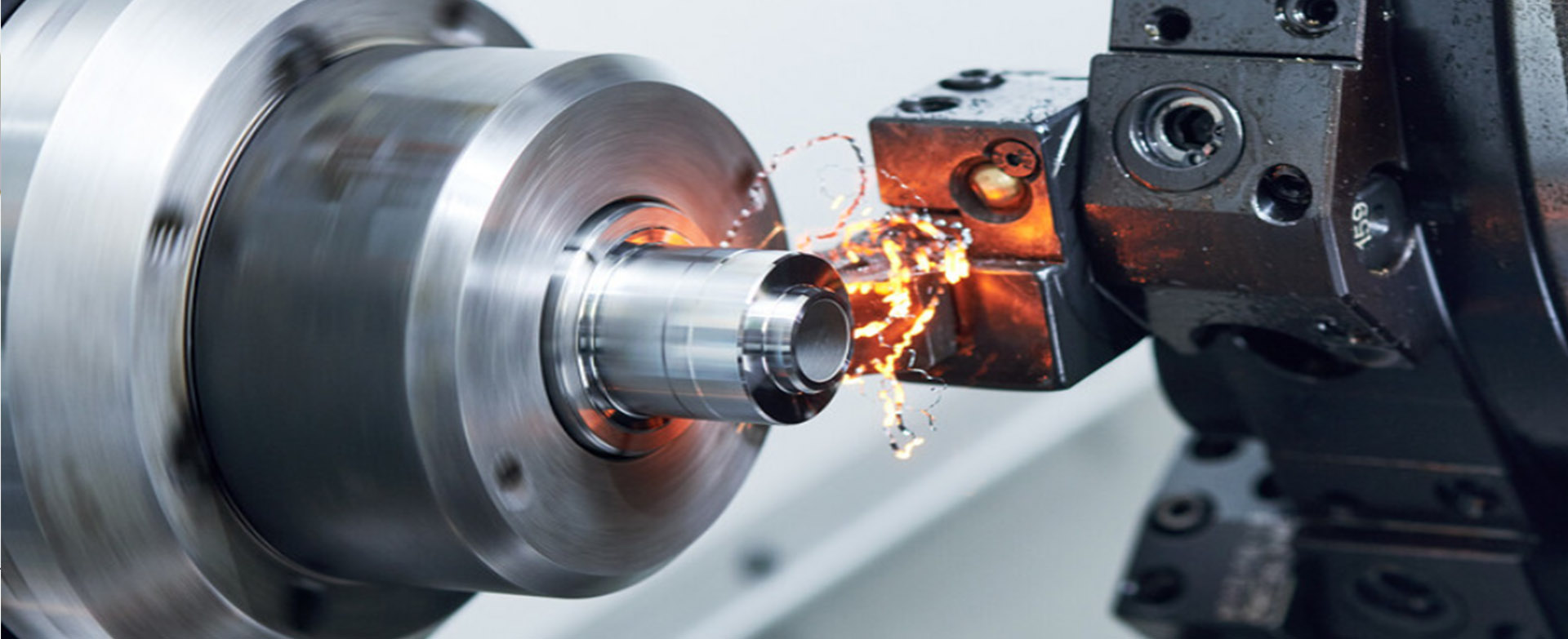
Kuinka CNC-jyrsintä toimii?
CNC-jyrsintä tai tietokoneen numeerinen ohjausjyrsintä on tarkkuusmetallin leikkaustekniikkaa, jota ohjaa tietokoneohjelma.CNC-jyrsintäprosessissa käyttäjä suunnittelee ensin osan CAD-ohjelmistolla ja muuntaa sitten suunnittelun ohjekoodeiksi, jotka sisältävät parametreja, kuten työkalun radan, nopeuden ja syöttönopeuden CAM-ohjelmiston avulla.Nämä koodit syötetään CNC-työstökoneen ohjaimeen ohjaamaan työstökonetta suorittamaan automaattisia jyrsintätoimintoja.
CNC-jyrsinnässä kara käyttää työkalua pyörimään samalla kun pöytä liikkuu X-, Y- ja Z-akseleilla työkappaleen tarkan leikkaamiseksi.CNC-järjestelmä varmistaa, että työkalun liike on tarkka mikronitasolle.Tämä pitkälle automatisoitu ja toistettava prosessi ei ainoastaan käsittele monimutkaisia leikkaustoimintoja, kuten kaarevia pintoja ja moniakselista jyrsintä, vaan myös parantaa valmistuksen tehokkuutta ja osien yhtenäisyyttä.CNC-jyrsinnän joustavuuden ansiosta se mukautuu helposti suunnittelun muutoksiin, ja se voi vastata erilaisiin valmistustarpeisiin yksinkertaisesti muokkaamalla tai ohjelmoimalla.
Mitä laitteita tarvitaan CNC-jyrsintään?
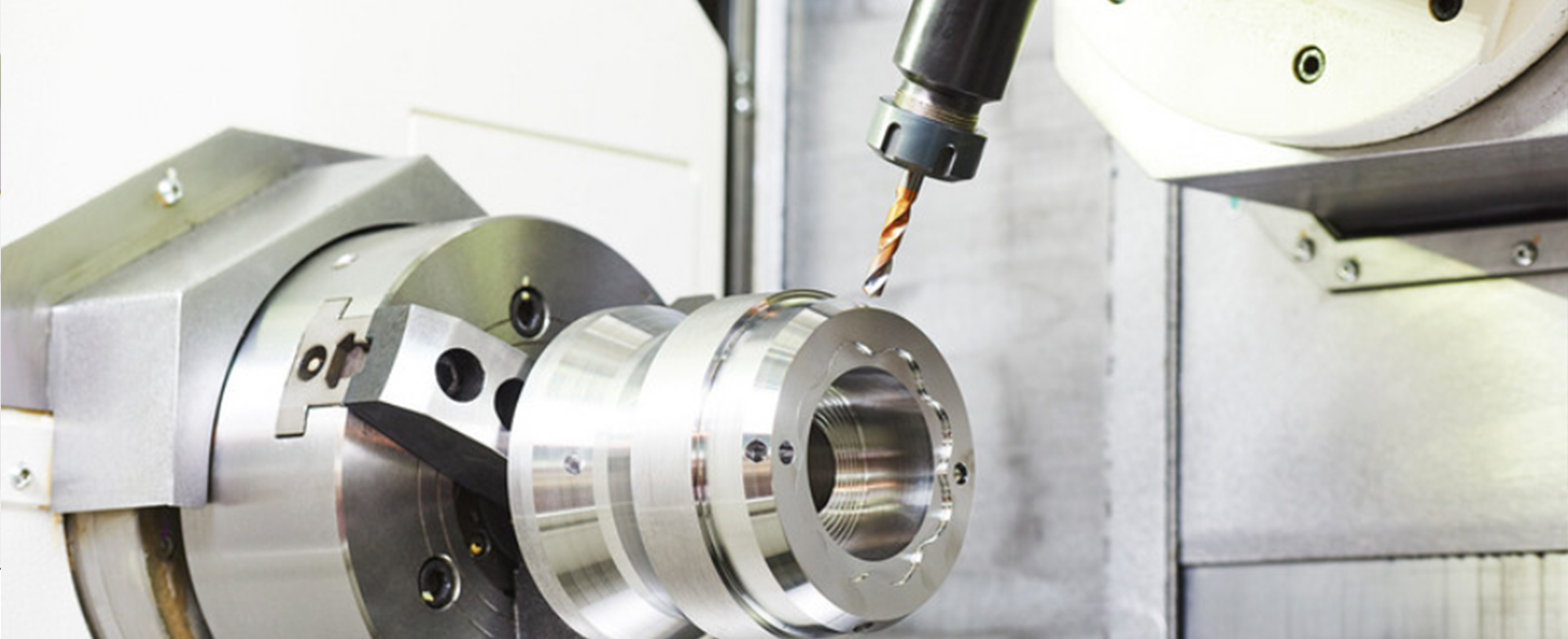
Mitkä ovat viisiakselisen CNC-jyrsinnän edut ja sovellukset?
Viisiakselisella CNC-jyrsintätekniikalla on keskeinen asema valmistusteollisuudessa korkean tarkkuuden, korkean hyötysuhteen ja tehokkaiden prosessointiominaisuuksiensa ansiosta.Perinteiseen kolmiakseliseen CNC-jyrsintään verrattuna viisiakselinen CNC-jyrsintä voi tarjota monimutkaisemmat työkaluradat ja suuremman työstövapauden.Sen avulla työkalu voi liikkua ja pyöriä samanaikaisesti viidellä eri akselilla, mikä mahdollistaa työkappaleiden sivujen, kulmien ja monimutkaisten kaarevien pintojen tarkemman ja tehokkaamman koneistuksen.
Viisiakselisen CNC-jyrsinnän etuna on, että se parantaa merkittävästi tuotannon tehokkuutta ja käsittelyn laatua.Vähentämällä kiinnitys- ja uudelleenasemointitarvetta se mahdollistaa useiden pintojen työstämisen yhdellä kokoonpanolla, mikä vähentää merkittävästi tuotantoaikaa ja -kustannuksia.Lisäksi tällä tekniikalla voidaan saavuttaa parempi pintakäsittely ja tarkempi mittojen hallinta vaikeasti työstettävillä materiaaleilla, mikä vastaa erittäin tarkkojen osien kysyntään teollisuudessa, kuten ilmailu-, auto-, muoti- ja lääketieteelliset laitteet.
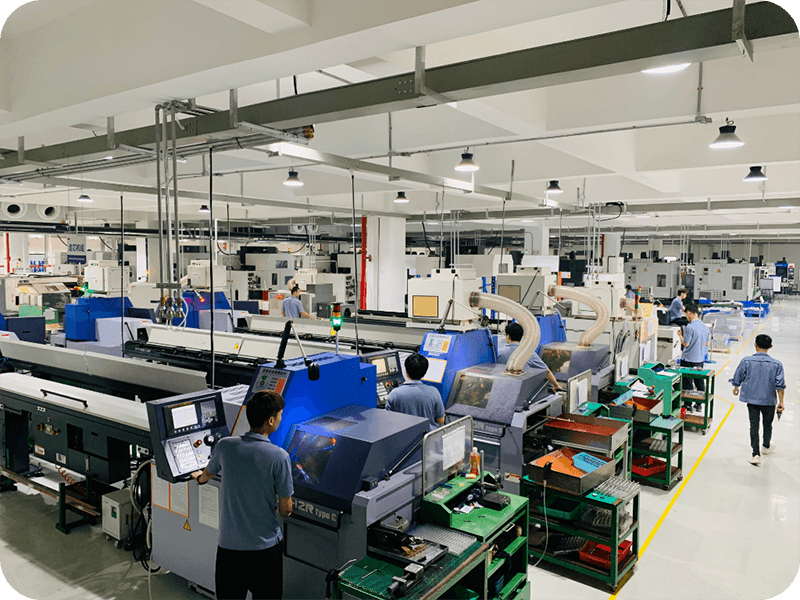
Mitä laitteita tarvitaan CNC-jyrsintään?
Yleisiä CNC-jyrsintälaitteita ovat pääasiassa pystysuuntaiset työstökeskukset, vaakasuuntaiset työstökeskukset ja CNC-jyrsinkoneet.Pystysuuntaisia työstökeskuksia käytetään laajasti erävalmistuksessa ja yksiosaisessa tuotannossa niiden suuren nopeuden, suuren tarkkuuden ja korkean hyötysuhteen ansiosta.Vaakasuuntaiset työstökeskukset soveltuvat suurten tai monimutkaisten osien tarkkuustyöstöön.CNC-jyrsinkoneista on tullut suosituimpia laitteita muottien valmistukseen ja monimutkaiseen pintatyöstöön niiden joustavuuden ja mukautumiskykynsä ansiosta.Näiden laitteiden valinta ja käyttö liittyvät suoraan mekaanisen käsittelyn tehokkuuteen ja laatuun.Suunnittelu- ja tuotantoprosesseja optimoimalla CNC-jyrsintätekniikka edistää jatkossakin valmistusteollisuuden innovaatioita ja kehitystä.
Viisiakselisella CNC-jyrsintätekniikalla on keskeinen asema valmistusteollisuudessa korkean tarkkuuden, korkean hyötysuhteen ja tehokkaiden prosessointiominaisuuksiensa ansiosta.Perinteiseen kolmiakseliseen CNC-jyrsintään verrattuna viisiakselinen CNC-jyrsintä voi tarjota monimutkaisemmat työkaluradat ja suuremman työstövapauden.Sen avulla työkalu voi liikkua ja pyöriä samanaikaisesti viidellä eri akselilla, mikä mahdollistaa työkappaleiden sivujen, kulmien ja monimutkaisten kaarevien pintojen tarkemman ja tehokkaamman koneistuksen.Viisiakselisen CNC-jyrsinnän etuna on, että se parantaa merkittävästi tuotannon tehokkuutta ja käsittelyn laatua.Vähentämällä kiinnitys- ja uudelleenasemointitarvetta se mahdollistaa useiden pintojen työstämisen yhdellä kokoonpanolla, mikä vähentää merkittävästi tuotantoaikaa ja -kustannuksia.Lisäksi tällä tekniikalla voidaan saavuttaa parempi pintakäsittely ja tarkempi mittojen hallinta vaikeasti työstettävillä materiaaleilla, mikä vastaa erittäin tarkkojen osien kysyntään teollisuudessa, kuten ilmailu-, auto-, muoti- ja lääketieteelliset laitteet.
Mitkä ovat viisiakselisen CNC-jyrsinnän edut ja sovellukset?
CNC jyrsintä
3-akselinen, 4-akselinen, 5-akselinen koneistus
CNC-jyrsintä voi auttaa saavuttamaan korkean tarkkuuden, korkean tehokkuuden ja toistuvan käsittelyn, ja se pystyy käsittelemään erilaisia monimutkaisia muotoja, suuria ja pieniä työkappaleita manuaalisten toimintojen vähentämiseksi, tuotannon tehokkuuden ja laadun parantamiseksi, tuotantosyklejen ja valmistuskustannusten vähentämiseksi.
Luettelo CNC-jyrsinkoneista GPM:ssä
| Koneen nimi | Brändi | Lähtöisin | Suurin työstöisku (mm) | Määrä | Tarkkuus (mm) |
| Viiden akselin | Okuma | Japani | 400x400x350 | 8 | ±0,003-0,005 |
| Viiden akselin nopea | Jing Diao | Kiina | 500x280x300 | 1 | ±0,003-0,005 |
| Neljän akselin vaakasuora | Okuma | Japani | 400x400x350 | 2 | ±0,003-0,005 |
| Neljän akselin pystysuora | Mazak/veli | Japani | 400x250x250 | 32 | ±0,003-0,005 |
| Gantry-koneistus | Taikan | Kiina | 3200x1800x850 | 6 | ±0,003-0,005 |
| Suurinopeuksinen porauskoneistus | Veli | Japani | 3200x1800x850 | 33 | - |
| Kolme akselia | Mazak/Prefect-Jet | Japani/Kiina | 1000x500x500 | 48 | ±0,003-0,005 |
Miten CNC-sorvaus toimii?
CNC-sorvaus on metallin leikkausprosessi, jossa ohjataan sorvia suorittamalla tietokoneella esiasetettu ohjelma.Tätä älykästä valmistustekniikkaa käytetään laajalti koneistusteollisuudessa ja se voi tuottaa tehokkaasti ja tarkasti erilaisia monimutkaisia ja herkkiä osia.CNC-sorvaus ei ainoastaan tarjoa korkeaa automaatioastetta ja toistettavuutta, vaan mahdollistaa myös monimutkaiset leikkaustoiminnot, kuten pintajyrsinnän ja moniakselijyrsinnän, mikä parantaa huomattavasti valmistustehokkuutta ja osien yhtenäisyyttä.Lisäksi CNC-sorvaus sopeutuu suuren joustavuuden ansiosta helposti suunnittelun muutoksiin ja erilaiset valmistustarpeet voidaan saavuttaa yksinkertaisilla muutoksilla tai uudelleenohjelmoinnilla.

Mitä eroa on CNC-sorvauksen ja perinteisen sorvauksen välillä?
CNC-sorvauksen ja perinteisen sorvauksen vertailu sisältää kaksi sorvaustekniikkaa eri aikakausilta.Perinteinen sorvaus on työstömenetelmä, joka perustuu käyttäjän taitoihin ja kokemukseen, kun taas CNC-sorvaus ohjaa sorvin liikettä ja käsittelyä tietokoneohjelman avulla.CNC-sorvaus tarjoaa paremman tarkkuuden ja toistettavuuden ja pystyy käsittelemään monimutkaisempia osia lyhyemmässä ajassa.Lisäksi CNC-sorvaus voi parantaa tuotannon tehokkuutta ja alentaa kustannuksia optimoimalla työkaluradat ja työstöparametrit.Sitä vastoin perinteinen sorvaus voi vaatia enemmän manuaalisia säätöjä ja pidempiä tuotantosyklejä monimutkaisten osien käsittelyssä.Lyhyesti sanottuna CNC-sorvausta on käytetty laajalti nykyaikaisessa valmistuksessa korkean automaatioasteen ja tarkkuuden ansiosta, kun taas perinteinen sorvaus on vähitellen rajoitettu tiettyihin tilanteisiin tai CNC-sorvauksen täydennykseksi.
CNC-sorvaus
CNC-sorvi, ytimen kävely, leikkuri
CNC-sorvausta käytetään laajalti työkappaleiden prosessoinnissa autojen, koneiden, ilmailun ja ilmailun aloilla.Erillisellä valmistusteollisuudella CNC-sorvaus on yksi tärkeimmistä teknologioista, jotka auttavat sinua saavuttamaan suuren volyymin ja erittäin tarkan käsittelyn.
Luettelo CNC-sorvauskoneista GPM:ssä
| Kone tyyppi | Koneen nimi | Brändi | Lähtöisin | Suurin työstöisku (mm) | Määrä | Tarkkuus (mm) |
| CNC-sorvaus | Ydinkävely | Kansalainen/tähti | Japani | Ø25x205 | 8 | ±0,002-0,005 |
| Veitsen syöttölaite | Miyano/Takisawa | Japani/Taiwan, Kiina | Ø108x200 | 8 | ±0,002-0,005 | |
| CNC-sorvi | Okuma/Tsugami | Japani/Taiwan, Kiina | Ø350x600 | 35 | ±0,002-0,005 | |
| Pystysuora lista | Hyvä tapa | Taiwan, Kiina | Ø780x550 | 1 | ±0,003-0,005 |
Miksi käyttää CNC-hiontaa osien käsittelyyn?
Tietokoneohjelmalla ohjattu CNC-hionta voi saavuttaa erittäin korkean koneistustarkkuuden ja toistettavuuden, mikä on kriittistä korkealaatuisten ja yhtenäisten osien valmistuksessa.Se mahdollistaa monimutkaisten geometrioiden hienokoneistuksen ja mukautuu eri monimutkaisuustasojen tuotantotarpeisiin.Lisäksi CNC-hionta parantaa merkittävästi tuotannon tehokkuutta ja alentaa kustannuksia optimoimalla prosessointipolkuja ja -parametreja.Lisäksi sen joustavuus ja mukautumiskyky mahdollistavat sen, että se mukautuu nopeasti suunnittelun muutoksiin, mikä tekee siitä ihanteellisen nopeaan prototyyppien ja volyymituotantoon.Siksi CNC-hionta on välttämätön valmistusprosessi teollisuudelle, joka pyrkii ylivoimaiseen suorituskykyyn ja tarkkuuteen.
CNC-hiomakoneet voidaan jakaa useisiin tyyppeihin niiden rakenteen ja toiminnan mukaan, mukaan lukien pintahiomakoneet, pyörivät pöytähiomakoneet, profiilihiomakoneet jne. Pinta-CNC-hiomakoneita, kuten CNC-pintahiomakoneita, käytetään pääasiassa tasaisten tai muotoiltujen pintojen hiontaan.Niille on ominaista korkea tarkkuus ja korkea pintakäsittely, jotka sopivat erittäin hyvin suurten levyjen käsittelyyn tai pienten osien massatuotantoon.Pyöriviä CNC-hiomakoneita, mukaan lukien sisäiset ja ulkoiset sylinterimäiset CNC-hiomakoneet, käytetään erityisesti pyöreiden työkappaleiden sisä- ja ulkohalkaisijoiden hiomiseen.Nämä koneet pystyvät erittäin tarkasti halkaisijan säätöön ja sopivat ihanteellisesti laakerien, hammaspyörien ja muiden sylinterimäisten osien valmistukseen.Profiili-CNC-hiomakoneet, kuten CNC-käyrähiomakoneet, on suunniteltu monimutkaisten ääriviivojen hiontaan.Niitä käytetään laajalti muottien valmistuksessa ja monimutkaisten osien valmistuksessa, joissa tarkkuus ja yksityiskohtien käsittely ovat keskeisiä vaatimuksia.
Mitä laitteita käytetään yleisesti CNC-hiontaan?
Kuinka EDM toimii?
EDM Electrospark Machining, koko nimi "Electrical Discharge Machining", on prosessointimenetelmä, joka käyttää sähköisen kipinäpurkauskorroosion periaatetta metallimateriaalien poistamiseen.Sen toimintaperiaate on tuottaa paikallista korkeaa lämpötilaa materiaalien sulattamiseksi ja haihduttamiseksi elektrodin ja työkappaleen välisen pulssipurkauksen kautta käsittelytarkoituksen saavuttamiseksi.EDM Electrospark Machiningia käytetään laajalti muottien valmistuksessa, ilmailuteollisuudessa, elektroniikassa, lääketieteellisissä laitteissa ja muilla aloilla, erityisesti vaikeasti prosessoitavien materiaalien ja monimutkaisten muotoisten osien käsittelyyn.Sen etuna on, että se voi saavuttaa suuren tarkkuuden ja korkean pinnanlaadun, samalla kun se vähentää mekaanista rasitusta ja lämpövaikutteista vyöhykettä sekä parantaa osien kulutuskestävyyttä ja korroosionkestävyyttä.Lisäksi EDM Electrospark Machining voi myös korvata jossain määrin manuaalista kiillotusta, parantaa tuotannon tehokkuutta ja alentaa kustannuksia.
Hionta ja langan leikkaaminen
Koneistustarkkuuden ja -laadun parantaminen
Tarkkuustyöstön aputeknologia, kuten hionta ja langanleikkaus, voivat tarjota tarkempia työstötyökaluja ja -menetelmiä, joilla voidaan hallita koneistusprosessin aikana tapahtuvia virheitä ja parantaa siten osien työstön tarkkuutta ja laatua monipuolisemmilla käsittelymenetelmillä ja -tekniikoilla.Se voi käsitellä eri muotoisia ja eri materiaaleja olevia osia sekä laajentaa käsittelykapasiteettia ja laajuutta.
Luettelo CNC-hiomakoneista ja EDM-koneista GPM:ssä
| Kone tyyppi | Koneen nimi | Brändi | Lähtöisin | Suurin työstöisku (mm) | Määrä | Tarkkuus (mm) |
| CNC-hionta | Suuri vesimylly | Kent | Taiwan, Kiina | 1000X2000X5000 | 6 | ±0,01-0,03 |
| Lentokoneen hionta | Seedtec | Japani | 400x150x300 | 22 | ±0,005-0,02 | |
| Sisäinen ja ulkoinen hionta | SPS | Kiina | Ø200X1000 | 5 | ±0,005-0,02 | |
| Tarkkuuslangan leikkaaminen | Tarkkuuslenkkilanka | Agie Charmilles | Sveitsi | 200x100x100 | 3 | ±0,003-0,005 |
| EDM-prosessit | Top-Edm | Taiwan, Kiina | 400x250x300 | 3 | ±0,005-0,01 | |
| Langan leikkaaminen | Sandu/Rijum | Kiina | 400x300x300 | 25 | ±0,01-0,02 |

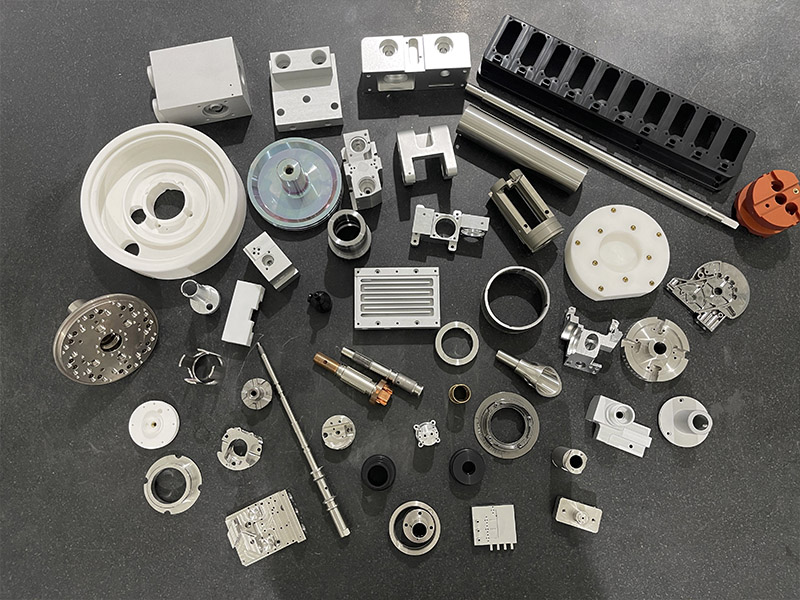
Materiaalit
Monipuoliset CNC-työstömateriaalit
●Alumiiniseos:A6061, A5052, A7075, A2024, A6063 jne.
●Ruostumaton teräs: SUS303, SUS304, SUS316, SUS316L, SUS420, SUS430, SUS301 jne.
●Hiiliteräs:20#, 45# jne.
●Kupariseos: H59, H62, T2, TU12, Qsn-6-6-3, C17200 jne.
●Volframi teräs:YG3X, YG6, YG8, YG15, YG20C, YG25C jne.
●Polymeeri materiaali:PVDF, PP, PVC, PTFE, PFA, FEP, ETFE, EFEP, CPT, PCTFE, PEEK jne.
●Komposiitti materiaalit:hiilikuitukomposiittimateriaalit, lasikuitukomposiittimateriaalit, keraamiset komposiittimateriaalit jne.
päättyy
Joustavasti viimeistelee prosessin pyynnöstä
●Pinnoitus:Galvanoitu, kultapinnoitus, nikkelipinnoitus, kromipinnoitus, sinkki-nikkeliseos, titaanipinnoitus, ionipinnoitus jne.
●Anodisoitu: Kova hapetus, kirkas anodisoitu, väri-anodisoitu jne.
●Pinnoite: Hydrofiilinen pinnoite, hydrofobinen pinnoite, tyhjiöpinnoite, timantin kaltainen hiili (DLC), PVD (kultainen TiN, musta:TiC, hopea: CrN).
●Kiillotus:Mekaaninen kiillotus, elektrolyyttinen kiillotus, kemiallinen kiillotus ja nanokiillotus.
Muut mukautetut käsittelyt ja viimeistelyt pyynnöstä.


Lämpökäsittely
Tyhjiöjäähdytys:Osa kuumennetaan tyhjiössä ja jäähdytetään sitten kaasulla jäähdytyskammiossa.Kaasun sammuttamiseen käytettiin neutraalia kaasua ja nestesammutukseen puhdasta typpeä.
Paineenpoisto: Kuumentamalla materiaali tiettyyn lämpötilaan ja pitämällä sitä jonkin aikaa, materiaalin sisällä oleva jäännösjännitys voidaan poistaa.
Hiilitriding: Hiiletys tarkoittaa prosessia, jossa hiiltä ja typpeä tunkeutuu teräksen pintakerrokseen, mikä voi parantaa teräksen kovuutta, lujuutta, kulutuskestävyyttä ja takertumisenestoa.
Kryogeeninen hoito:Nestemäistä typpeä käytetään kylmäaineena materiaalin käsittelyyn alle -130 °C:ssa materiaalin ominaisuuksien muuttamisen tarkoituksen saavuttamiseksi.
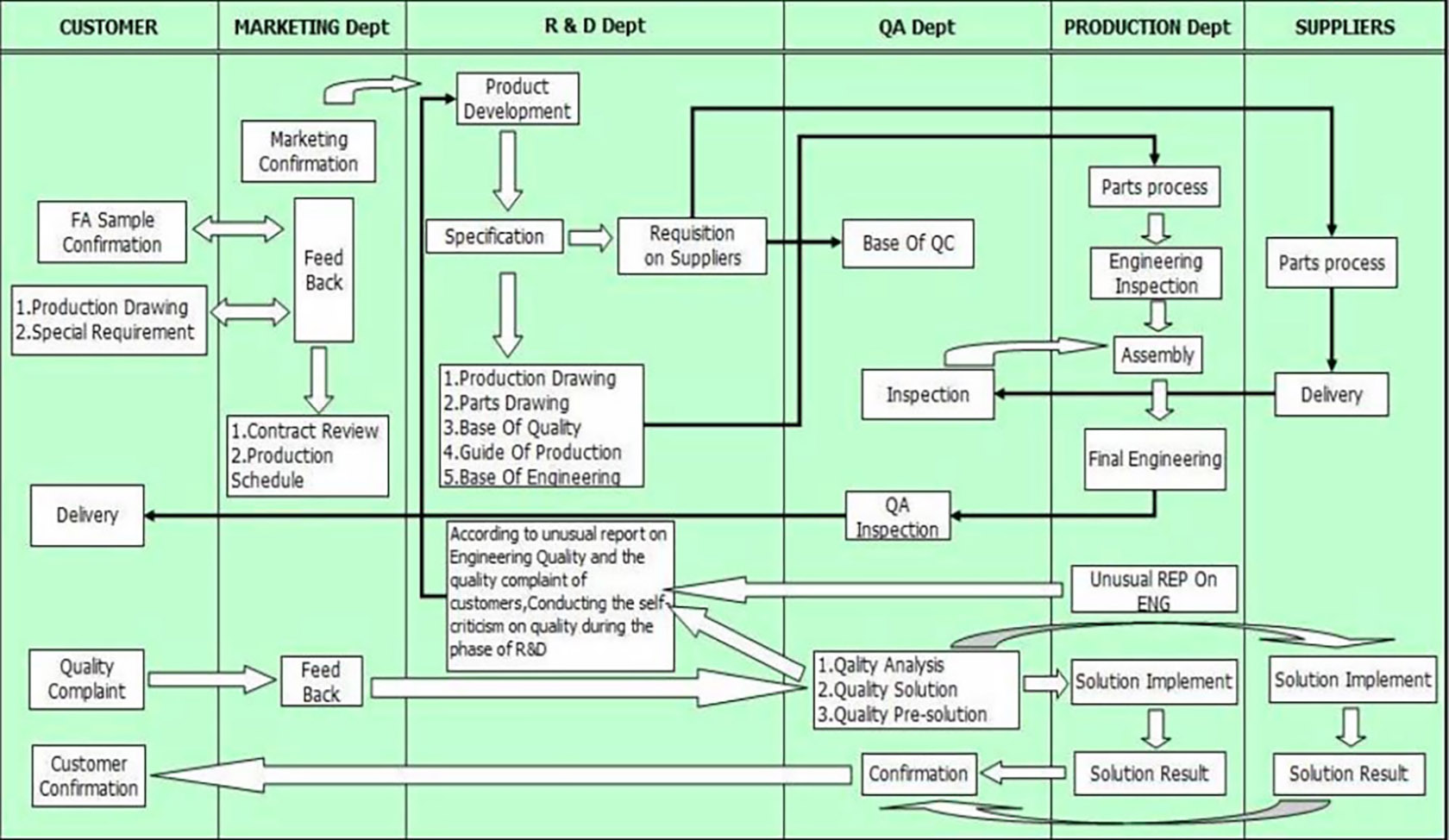
Laadunvalvonta
Tavoite: Nolla vikaa
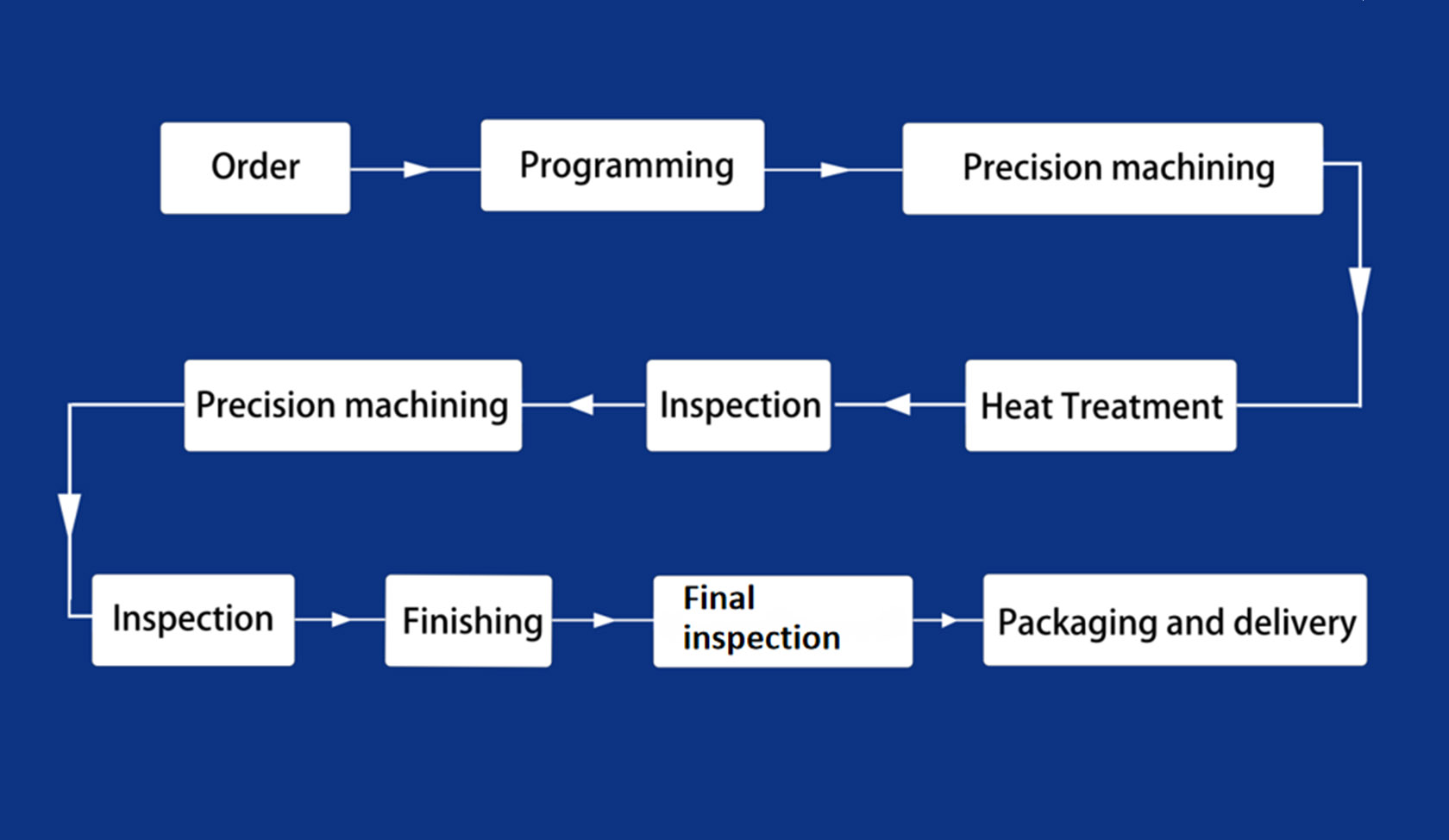
Osaprosessin kulku ja laadunvalvontamenettely:
1. Asiakirjojen valvontatiimi hallitsee kaikkia piirustuksia asiakkaan luottamuksellisten tietojen turvallisuuden takaamiseksi ja pitää kirjaa jäljitettävissä.
2. Sopimuksen tarkistus, tilauksen tarkistus ja prosessin tarkistus varmistaaksesi, että ymmärrät täysin asiakkaan vaatimukset.
3. ECN-ohjaus, ERP-viivakoodi (liittyy työntekijään, piirustukseen, materiaaliin ja kaikkeen prosessiin).Ota käyttöön SPC, MSA, FMEA ja muut ohjausjärjestelmät.
4. Toteuta IQC, IPQC, OQC.
| Kone tyyppi | Koneen nimi | Brändi | Lähtöisin | Määrä | Tarkkuus (mm) |
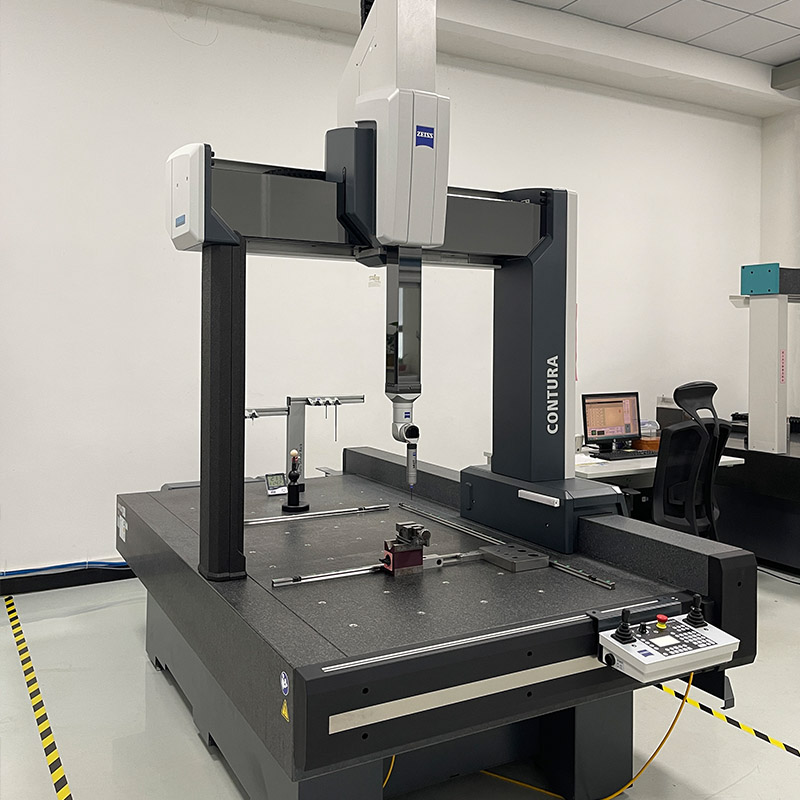
| Laaduntarkastuskone | Kolme koordinaattia | Wenzel | Saksa | 5 | 0,003 mm |
| Zeiss Contura | Saksa | 1 | 1,8 um | ||
| Kuvan mittauslaite | Hyvä Visio | Kiina | 18 | 0,005 mm | |
| Korkeusmittari | Mitutoyo/Tesa | Japani/Sveitsi | 26 | ±0,001 -0,005 mm | |
| Spektrianalysaattori | Spectro | Saksa | 1 | - | |
| Karkeuden testaaja | Mitutoyo | Japani | 1 | - | |
| Galvanointikalvon paksuusmittari | - | Japani | 1 | - | |
| Mikrometrisatula | Mitutoyo | Japani | 500+ | 0,001 mm / 0,01 mm | |
| Rengasmittari Neulamittari | Nagoya/Chengdu mittaustyökalu | Japani/Kiina | 500+ | 0,001 mm |
Laadunvalvonta Flow Chat
Koneistusprosessin kulku