
Na fabricación, a miúdo aparecen os tres termos propios de fixación, plantilla e molde.Para enxeñeiros mecánicos ou enxeñeiros mecánicos que non son de fabricación ou con pouca experiencia práctica, estes tres termos ás veces confúndense facilmente.
A seguinte é unha breve introdución, coa esperanza de axudar a aqueles que estean interesados a ter unha comprensión básica.
Aparatos:
A tradución común ao inglés éAbrazadeira, o obxectivo principal é arranxar obxectos;As abrazadeiras non só se usan en maquinaria e equipos de produción, senón que tamén se usan amplamente en moitos campos.
Por exemplo, a estrutura que fixa a mira na pistola chámase accesorio;é unha función moi básica para fixar obxectos en movemento en maquinaria e equipamentos automatizados.Mentres o material sexa sólido, é inevitable fixar o obxecto durante o procesamento, a montaxe ou o movemento., o propósito é evitar que o obxecto se desprace arbitrariamente cando a forza ou a inercia cambia (cambios de aceleración e desaceleración), e a suxeición é un dos métodos de fixación máis importantes;Considere coidadosamente o principio de fixación de obxectos, un dos cales é dar restricións xeométricas, O sólido está atrapado e non pode moverse, e o outro é proporcionar a máxima forza de rozamento estática que exceda a forza de inercia do obxecto para evitar o movemento.
O primeiro método, a restrición xeométrica, é o mellor método en teoría.O motivo é moi sinxelo, é dicir, como se coñece tradicionalmente en física, "os sólidos non poden pasar a través dos sólidos", e os obxectos non estarán sometidos a efectos adicionais durante o movemento, salvo a forza de inercia.forza, que pode evitar que o obxecto se vexa afectado por unha forza adicional, pero o accesorio debe deseñarse segundo a forma do obxecto, e a tolerancia debe reservarse para facer fronte á tolerancia e ao erro na produción do obxecto, polo que raramente se ve en obxectos reais.Este deseño conceptual utilízase completamente.O motivo é que a elasticidade do cambio é demasiado pequena e o erro provocará a posibilidade de colisión entre o obxecto e o dispositivo.
O segundo método mantén a posición fixa do obxecto proporcionando a máxima forza de rozamento estática que supera a forza de inercia.A forza de fricción proporcionada por este método debe superar o efecto inercial en polo menos dúas direccións, unha é a dirección da gravidade e o obxecto non caerá., unha é a dirección do movemento (considéranse tanto a translación como a rotación), polo que o obxecto non se moverá durante a aceleración e a desaceleración, que é o método de aplicación máis importante na actualidade.
Tradicionalmente, para materiais metálicos, debido á alta resistencia do propio material, pódese aplicar unha gran forza para garantir que o obxecto non se mova, polo que as abrazadeiras hidráulicas adoitan utilizarse para fixar o obxecto nalgúns equipos de automatización de procesamento de metais.
Tamén é común na fixación dalgúns obxectos de madeira, pero a forza de fixación será relativamente pequena.
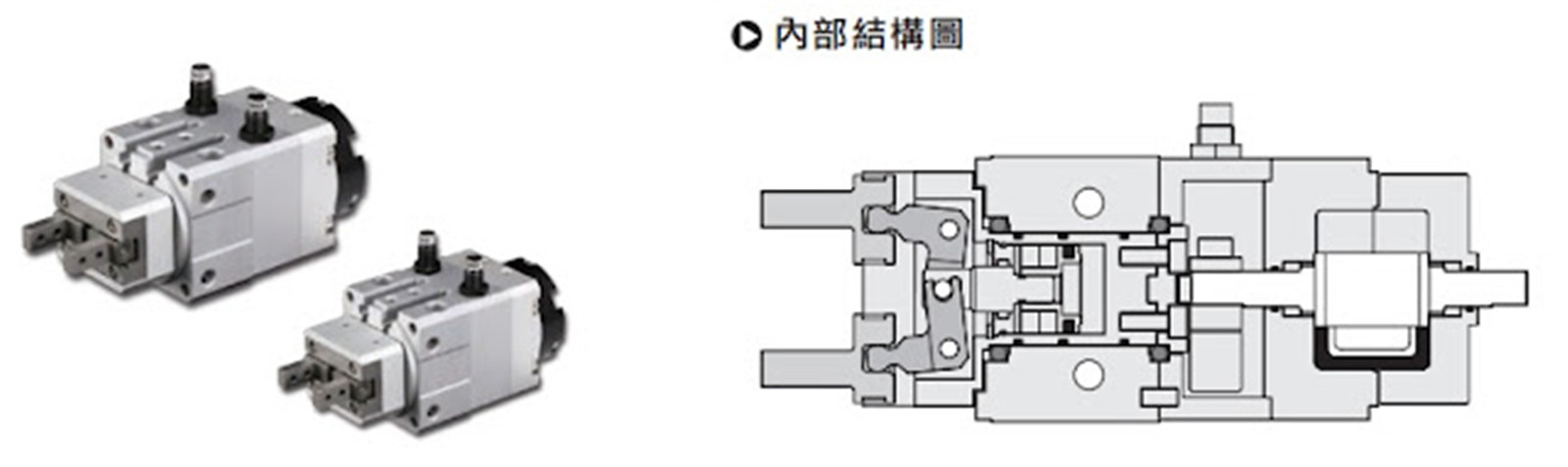
O cilindro de pinza mostrado arriba pode agarrar e xirar directamente obxectos pequenos para manipulalos
A forma de proporcionar a máxima forza de fricción estática, ademais de proporcionar unha forza positiva na acción de suxeición e multiplicala polo coeficiente de fricción para calcular a máxima forza de rozamento estática, de feito, tamén pode usar a succión ao baleiro para xerar unha presión. diferenza para proporcionar unha forza positiva e, a continuación, cooperar cun material de alto coeficiente de fricción.Proporcione a máxima forza de rozamento estática que supere a forza de inercia.Este método ten a oportunidade de reducir a cantidade de forza aplicada ao obxecto.Polo tanto, úsase a miúdo na fixación dalgúns compoñentes de precisión ou materiais fráxiles.A desvantaxe é que os materiais de alto coeficiente de fricción deixarán residuos e contaminarán ou raiaban a superficie do obxecto, polo que se debe prestar atención nalgúns produtos que requiren unha limpeza ultra alta.
Desde o punto de vista da fixación de obxectos durante o proceso de movemento, hai un xeito especial para que os materiais de ferro, incluídos outros ferro magnético, cobalto, níquel, etc., usen forza electromagnética, que se usa habitualmente no traballo de moenda, moenda. , cepillado e outras máquinas ferramenta.No escenario (montura magnética),
Non obstante, esta forza é moi grande, e normalmente non se usa para superar a forza de inercia do movemento, senón para superar a forza do proceso de corte.
Algúns casos especiais utilízanse en ambientes de alta temperatura e non se poden usar materiais brandos.Tamén hai algunhas escenas onde se mesturan os dous métodos anteriores, e unha dirección cámbiase a un límite xeométrico (como a dirección da gravidade) para minimizar o impacto da forza sobre os obxectos..
Jig
O nome habitual en inglés éJig, e o jig deriva da pronuncia xaponesa;a función principal do jig é fixar e localizar a posición do obxecto.En comparación coa plantilla, ten unha función adicional de posicionamento, que adoita ver. A plantilla utilizará o método de restrición xeométrica para situar o obxecto, polo que o bloque de posicionamento e o pasador de posicionamento adoitan ter un deseño inclinado, que se usa para guiar o obxecto nun espazo relativamente pequeno e limitar a posición do obxecto.
Para fixar o obxecto con máis precisión, ás veces engádese unha acción de empuxe forzada para facer que o obxecto toque contra a superficie/borde de referencia;se esta acción continúa e impide que o obxecto se mova, funciona como unha extensión da pinza;Polo tanto, moitas veces prodúcese un malentendido e o dispositivo confúndese coa plantilla.Polo tanto, en rigor, a función e o propósito do dispositivo e do dispositivo son lixeiramente diferentes.O dispositivo céntrase na fixación e o dispositivo céntrase no posicionamento "preciso".Non obstante, debido a que o accesorio ás veces require máis suxeición e fixación, ás veces úsase co accesorio.Será un pouco semellante;na práctica, o deseño do mecanismo dos dous adoita colocarse no mesmo departamento da fábrica, chamado deseño de accesorios.Este departamento pódese colocar na produción, mantemento de equipos ou mesmo en asuntos de fábrica ou en investigación e desenvolvemento de produtos, a formación básica é principalmente enxeñeiro mecánico.
A mellora e deseño do aparello é un punto de partida moi importante no desenvolvemento de equipos automáticos.Moitas empresas de equipos de automatización comezan a axudar ás fábricas a mellorar e deseñar accesorios importados, ademais de dispositivos de accionamento e circuítos de control.Despois de todo o camiño, acumula experiencia en produtos e equipos e convértete nunha empresa de equipos de automatización completa.
molde
O nome inglésMolde, que é?A función do dispositivo anterior é principalmente a fixación e o posicionamento, basicamente non ten outro efecto sobre o produto e non afectará directamente ao produto en si, pero o molde é diferente e o molde participará directamente no proceso de fabricación.
Hai moitos tipos de moldes, pero a función básica é limitar a forma do produto ou darlle forma ás materias primas á forma desexada.Etc é o exemplo máis fácil de entender, polo que pódese dicir que os moldes son omnipresentes na fabricación de produtos.O máis popular é que os moldes de madeira utilizados para facer bolos de lúa tamén son unha especie de moldes.Sempre que finalmente se venda un gran número de moldes aos consumidores finais. Para fabricar produtos, haberá unha determinada forma, e esta forma debe completarse cun molde.
A clasificación dos moldes determinarase segundo a industria e o proceso seleccionado.Ademais dos moldes para alimentos, hai dous tipos principais de materiais procesados por moldes na industria manufacturera: plástico e metal (por suposto, outras cerámicas, materiais compostos, etc. tamén usarán moldes), pero a cantidade é relativamente pequena), polo que primeiro presentar brevemente o maior número de moldes de fabricación de plástico nas últimas décadas.Os moldes para a fabricación de metal ou de plástico pódense clasificar de forma diferente segundo o proceso.
Hora de publicación: 21-12-2022