
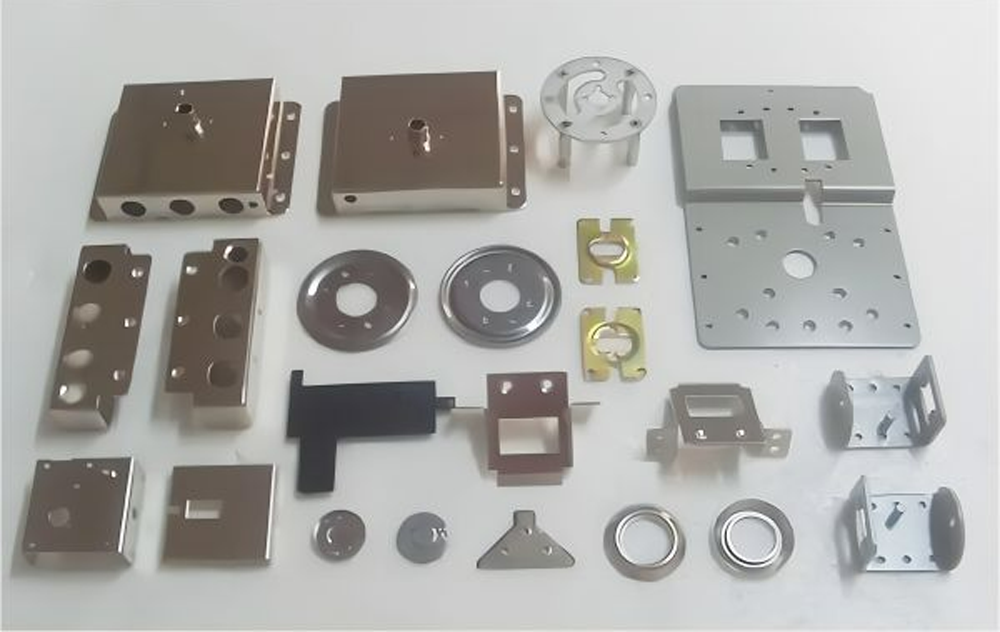
ლითონის ფურცლების დამუშავება არის ლითონის ფურცლებთან შედარებით დამუშავების ერთგვარი ტექნოლოგია, მათ შორის მოხრა, დაჭიმვა, გაჭიმვა, შედუღება, შერწყმა, ფორმირება და ა.შ. მისი აშკარა თვისებაა, რომ იგივე ნაწილებს აქვთ იგივე სისქე.და მას აქვს მსუბუქი წონის, მაღალი სიზუსტის, კარგი სიხისტის, მოქნილი სტრუქტურისა და ლამაზი გარეგნობის მახასიათებლები.GPM გთავაზობთ ლითონის ფურცლის დამუშავების მომსახურებას და ჰყავს გამოცდილი და გამოცდილი გუნდი, რომელსაც შეუძლია მოგაწოდოთ ერთჯერადი მომსახურება DFM დიზაინის ოპტიმიზაციისგან, დამზადებიდან აწყობამდე.პროდუქცია მოიცავს სხვადასხვა ტიპის შასის, კარადებს, კარადებს, დისპლეის თაროებს და ა.შ. და ფართოდ გამოიყენება ელექტრონულ აღჭურვილობაში, კომუნიკაციებში, სამედიცინო, სამეცნიერო კვლევებში და სხვა სფეროებში.

ლაზერული ჭრა

ჭედურობა

მოხრილი
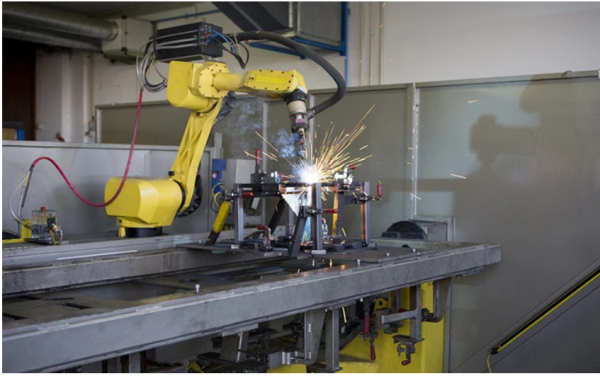
შედუღება
გადამამუშავებელი მანქანა
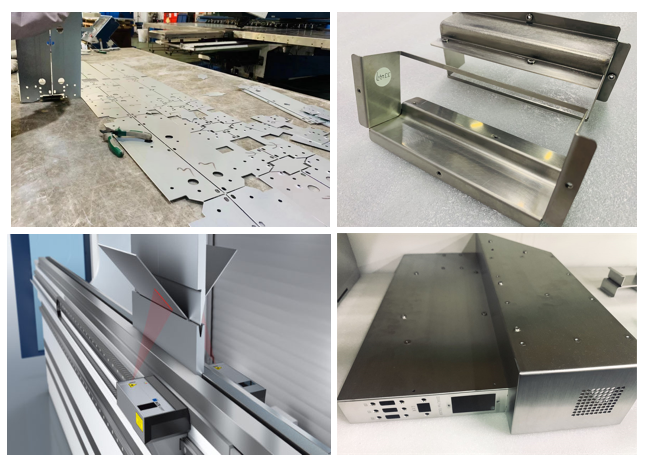
ლითონის ფურცლის დამუშავების ტექნოლოგია წარმოების დროს დაკავშირებულია პროდუქტის ხარისხთან.ამ მიზეზით, აუცილებელია გამოვიყენოთ თანამედროვე უახლესი გადამამუშავებელი აღჭურვილობა და მოწინავე ტექნოლოგია სხვადასხვა ტექნოლოგიური ამოცანების მოწესრიგებულად შესასრულებლად.თქვენ მიიღებთ მაღალი ხარისხის პროდუქციას და მაღალი ხარისხის სერვისის გამოცდილებას, ჩვენი ფურცლის დამუშავების სერვისების არჩევით,

| მანქანის დასახელება | რაოდენობა (კომპლექტი) |
| მაღალი სიმძლავრის ლაზერული საჭრელი მანქანა | 3 |
| ავტომატური გამწმენდი მანქანა | 2 |
| CNC მოსახვევი მანქანა | 7 |
| CNC საპარსი მანქანა | 1 |
| არგონის შედუღების მანქანა | 5 |
| რობოტი შემდუღებელი | 2 |
| ავტომატური სწორი ნაკერის შედუღების მანქანა | 1 |
| ჰიდრავლიკური პუნჩ პრესა 250T | 1 |
| ავტომატური კვების მოქლონების მანქანა | 6 |
| ჩამოსასხმელი მანქანა | 3 |
| საბურღი პრესის მანქანა | 3 |
| როლიკებით მანქანა | 2 |
| სულ | 36 |
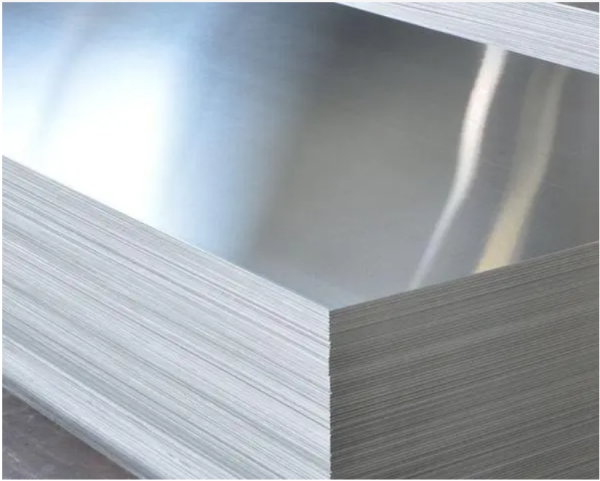
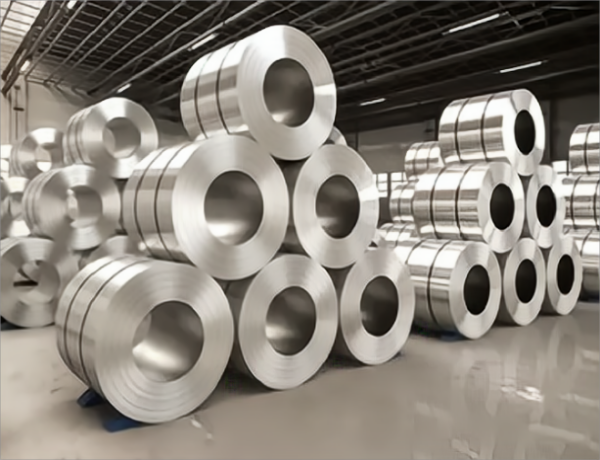
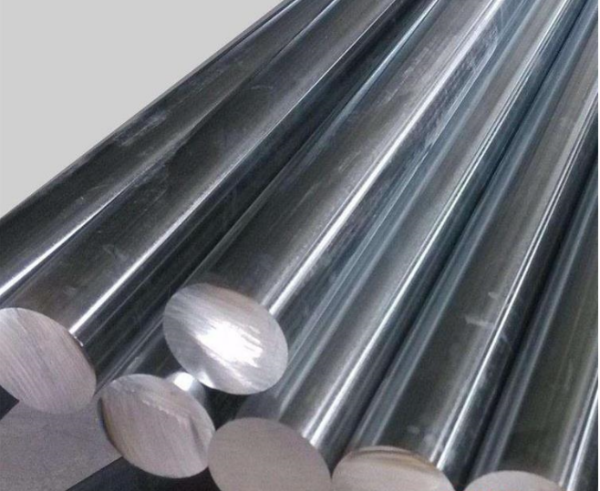
მასალები
ლითონის ფურცლის დამუშავებას შეუძლია გამოიყენოს სხვადასხვა მასალა, რომელიც შეიძლება შეირჩეს განაცხადის სცენარისა და მოთხოვნების მიხედვით.ქვემოთ მოცემულია ფურცლის ლითონის დამუშავების რამდენიმე გავრცელებული მასალა
ალუმინის შენადნობი
A1050, A1060, A1070, A5052, A7075 და ა.შ.
Უჟანგავი ფოლადი
SUS201, SUS304, SUS316, SUS430 და ა.შ.

მუყაოს ფოლადი
SPCC, SECC, SGCC, Q35, #45 და ა.შ.
სპილენძის შენადნობი
H59, H62, T2 და ა.შ.
სრულდება
ლითონის ფურცლის დამუშავების ზედაპირის დამუშავება შეიძლება შეირჩეს ფაქტობრივი საჭიროებების მიხედვით, აპლიკაციის სხვადასხვა სცენარის საჭიროებების დასაკმაყოფილებლად.
●მოოქროვილი:გალვანზირებული, მოოქროვილი, ნიკელის მოოქროვილი, ქრომირებული მოოქროვილი, თუთიის ნიკელის შენადნობი, ტიტანის მოოქროვილი, იონური მოოქროვილი და ა.შ.
●ანოდირებული:მყარი დაჟანგვა, გამჭვირვალე ანოდირებული, ფერადი ანოდირებული და ა.შ.
●საფარი:ჰიდროფილური საფარი, ჰიდროფობიური საფარი, ვაკუუმი საფარი, ალმასის მსგავსი ნახშირბადი, DLC), PVD (ოქროსფერი TiN, შავი: TiC, ვერცხლი: CrN)
●გაპრიალება:მექანიკური გასაპრიალებელი, ელექტროლიტური გასაპრიალებელი, ქიმიური და ნანო პოლირება
სხვა საბაჟო დამუშავება და დასრულება მოთხოვნით.
აპლიკაციები
არსებობს მრავალი სახის ფურცლის წარმოების პროცესი, მათ შორის ჭრის, დაჭრის/დაჭრის/შერევის, დაკეცვის, შედუღების, მოქლონების, შედუღების, ფორმირების და ა.შ.ლითონის ფურცლის პროდუქციის წარმოება უნდა იყოს შერწყმული პროდუქტის გამოყენებასთან, გარემოსთან და სხვა ფაქტორებთან და სრულად გაითვალისწინოს ღირებულების, ფორმის, მასალის შერჩევის, სტრუქტურის, პროცესის და სხვა ასპექტების რაციონალურობა.
ლითონის ფურცლის პროდუქტებს აქვთ მსუბუქი წონის, მაღალი სიმტკიცის, კარგი გამტარობის, დაბალი ფასის და სერიული წარმოების კარგი მახასიათებლები.იგი ფართოდ გამოიყენება ელექტრონიკაში, კომუნიკაციებში, საავტომობილო ინდუსტრიაში, სამედიცინო აღჭურვილობაში და სხვა სფეროებში, მათ შორის, მაგრამ არ შემოიფარგლება მხოლოდ:
●ელექტრო შიგთავსი
●Ჩარჩო
●ფრჩხილები
●კარადები
●მთები
●ტექნიკა
Ხარისხის გარანტია
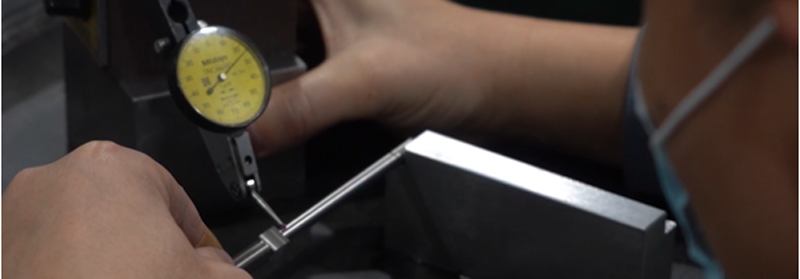
ხარისხის კონტროლი მნიშვნელოვანი ნაწილია ლითონის ფურცლის დამუშავების მაღალი ხარისხის ზუსტი პროდუქციის მისაღწევად.ხარისხის მართვის სხვადასხვა სისტემებისა და ტესტირების აღჭურვილობის მიღებით, GPM უზრუნველყოფს პროცესის ნაკადის სტაბილურობასა და საიმედოობას და პროდუქტის ხარისხს.ნედლეულის შესყიდვიდან, გადამუშავების პროცესის კონტროლიდან დამთავრებული მზა პროდუქციის დამუშავების შემდეგ შემოწმებამდე, საჭიროა ხარისხის მკაცრი კონტროლი და მონიტორინგი.
| ფუნქცია | ტოლერანტობა |
| კიდემდე, ერთი ზედაპირი | +/- 0,127 მმ |
| კიდემდე ხვრელამდე, ერთი ზედაპირი | +/- 0,127 მმ |
| ხვრელი ხვრელამდე, ერთი ზედაპირი | +/- 0,127 მმ |
| მოხარეთ კიდეზე i ხვრელზე, ერთ ზედაპირზე | +/- 0,254 მმ |
| კიდემდე მახასიათებელი, მრავალჯერადი ზედაპირი | +/- 0,254 მმ |
| ჩამოყალიბებულ ნაწილზე, მრავალ ზედაპირზე | +/- 0,762 მმ |
| დახრის კუთხე | +/- 1 გრადუსი |