
ထုတ်လုပ်မှုတွင်၊ အံဝင်ခွင်ကျ၊ ဂျစ် (jig) နှင့် မှို (mould) ဟူသော သင့်လျော်သော အသုံးအနှုန်းသုံးမျိုး ပေါ်လာတတ်သည်။ထုတ်လုပ်မှုမဟုတ်သော၊ စက်မှုအင်ဂျင်နီယာများ သို့မဟုတ် လက်တွေ့အတွေ့အကြုံနည်းသော စက်မှုအင်ဂျင်နီယာများအတွက်၊ ဤအသုံးအနှုန်းသုံးခုသည် တစ်ခါတစ်ရံတွင် အလွယ်တကူ ရှုပ်ထွေးတတ်သည်။
အောက်ဖော်ပြပါသည် အကျဉ်းချုပ် နိဒါန်းတစ်ခုဖြစ်ပြီး စိတ်ပါဝင်စားသူများ အခြေခံနားလည်သဘောပေါက်စေရန် ကူညီပေးနိုင်ရန် မျှော်လင့်ပါသည်။
တန်ဆာပလာများ:
အသုံးများသော အင်္ဂလိပ်ဘာသာပြန်သည်ကုပ်အဓိကရည်ရွယ်ချက်မှာ အရာဝတ္ထုများကို ပြုပြင်ရန်ဖြစ်သည်။Clamps များကို ထုတ်လုပ်မှု စက်ယန္တရားများနှင့် စက်ပစ္စည်းများတွင်သာမက နယ်ပယ်များစွာတွင် တွင်ကျယ်စွာ အသုံးပြုကြသည်။
ဥပမာအားဖြင့်၊ သေနတ်ပေါ်ရှိ မြင်ကွင်းကို ပြုပြင်ပေးသည့် ဖွဲ့စည်းပုံကို fixture ဟုခေါ်သည်။၎င်းသည် အလိုအလျောက် စက်ယန္တရားများနှင့် စက်ပစ္စည်းများတွင် ရွေ့လျားနေသော အရာဝတ္ထုများကို ပြုပြင်ရန် အလွန်အခြေခံကျသော function တစ်ခုဖြစ်သည်။ပစ္စည်းသည် အစိုင်အခဲဖြစ်နေသရွေ့၊ လုပ်ဆောင်နေစဉ်၊ တပ်ဆင်ခြင်း သို့မဟုတ် ရွေ့လျားမှုအတွင်း အရာဝတ္တုကို ပြုပြင်ရန်မှာ မလွဲမသွေဖြစ်သည်။ရည်ရွယ်ချက်မှာ တွန်းအား သို့မဟုတ် အရှိန်အဟုန်နှင့် အရှိန်လျော့သွားသောအခါ အရာဝတ္တုအား မထင်သလို ရွှေ့ပြောင်းခြင်းမှ တားဆီးရန်နှင့် ကုပ်ခြင်းသည် အရေးကြီးဆုံး ပြင်ဆင်သည့်နည်းလမ်းများထဲမှ တစ်ခုဖြစ်သည်။အရာဝတ္ထုကို ပြုပြင်ခြင်း၏နိယာမကို သေချာစဉ်းစားပါ၊ တစ်ခုမှာ ဂျီဩမေတြီကန့်သတ်ချက်များကို ပေးဆောင်ရန်၊ အစိုင်အခဲသည် ကပ်နေပြီး မလှုပ်ရှားနိုင်စေရန်နှင့် နောက်တစ်ခုသည် အရာဝတ္တု၏ inertial force ကိုကျော်လွန်၍ ရွေ့လျားမှုကိုရှောင်ရှားရန် အမြင့်ဆုံး static friction force ကို ပေးဆောင်ရန်ဖြစ်သည်။
ပထမနည်းလမ်း၊ ဂျီဩမေတြီကန့်သတ်ချက်သည် သီအိုရီတွင် အကောင်းဆုံးနည်းလမ်းဖြစ်သည်။အကြောင်းရင်းမှာ အလွန်ရိုးရှင်းသည်၊ ဆိုလိုသည်မှာ ရူပဗေဒတွင် အစဉ်အလာအရ "အစိုင်အခဲများသည် အစိုင်အခဲများမှတဆင့် မဖြတ်သန်းနိုင်" ဖြစ်၍ အရာဝတ္ထုများသည် ရွေ့လျားမှုအတွင်း inertial force မှလွဲ၍ ထပ်လောင်းသက်ရောက်မှုရှိမည်မဟုတ်ပါ။တွန်းအားသည် အရာဝတ္တုအား ထပ်လောင်းတွန်းအားကြောင့် ထိခိုက်ခြင်းမှ ရှောင်ရှားနိုင်သော်လည်း အရာဝတ္တု၏ ပုံသဏ္ဍာန်နှင့်အညီ ဒီဇိုင်းထုတ်ရမည်ဖြစ်ပြီး၊ အရာဝတ္တု၏ ထုတ်လုပ်မှုတွင် သည်းခံနိုင်မှုနှင့် အမှားအယွင်းကို ရင်ဆိုင်ရန် ခံနိုင်ရည်အား သီးသန့်ထားရှိရန် လိုအပ်ပါသည်။ အစစ်အမှန်အရာဝတ္ထုများတွင် တွေ့ရခဲသည်။ဒီ concept ဒီဇိုင်းကို လုံးဝအသုံးပြုထားပါတယ်။အကြောင်းရင်းမှာ ပြောင်းလဲမှု elasticity အလွန်သေးငယ်သောကြောင့်ဖြစ်ပြီး error သည် အရာဝတ္ထုနှင့် fixture အကြား တိုက်မိနိုင်ခြေကို ဖြစ်စေသည်။
ဒုတိယနည်းလမ်းသည် inertial force ထက်ကျော်လွန်သော အမြင့်ဆုံး static friction force ကိုပေးခြင်းဖြင့် အရာဝတ္ထု၏ ပုံသေအနေအထားကို ထိန်းသိမ်းသည်။ဤနည်းလမ်းမှ ပံ့ပိုးပေးသော ပွတ်တိုက်အားသည် အနည်းဆုံး လမ်းကြောင်းနှစ်ခုရှိ inertial အကျိုးသက်ရောက်မှုကို ကျော်လွှားရန် လိုအပ်ပြီး တစ်ခုသည် ဒြပ်ဆွဲအား၏ ဦးတည်ချက်ဖြစ်ပြီး အရာဝတ္ထုသည် ပြုတ်ကျမည်မဟုတ်ပါ။တစ်ခုက ရွေ့လျားမှုဦးတည်ချက် (ဘာသာပြန်ခြင်းနှင့် လည်ပတ်ခြင်း နှစ်မျိုးလုံးကို ထည့်သွင်းစဉ်းစားသည်)၊ ထို့ကြောင့် အရာဝတ္ထုသည် အရှိန်နှင့် အရှိန်လျော့နေချိန်အတွင်း မပြောင်းသွားစေရန်၊ လက်ရှိတွင် အရေးကြီးဆုံးအသုံးချနည်းလမ်းဖြစ်သည့်၊
အစဉ်အလာအားဖြင့်၊ သတ္တုပစ္စည်းများအတွက်၊ ပစ္စည်းကိုယ်တိုင်၏ ကြံ့ခိုင်မှုမြင့်မားသောကြောင့် အရာဝတ္တုသည် မရွေ့ရှားကြောင်းသေချာစေရန် ကြီးမားသောအင်အားကို အသုံးချနိုင်သည်၊ ထို့ကြောင့် ဟိုက်ဒရောလစ်ကုပ်များကို သတ္တုလုပ်ဆောင်ခြင်းဆိုင်ရာ အလိုအလျောက်လုပ်ဆောင်သည့်စက်ပစ္စည်းအချို့တွင် အရာဝတ္တုအား ပြင်ဆင်ရန်အတွက် ဟိုက်ဒရောလစ်ကုပ်များကို မကြာခဏအသုံးပြုကြသည်။
အချို့သောသစ်သားအရာဝတ္ထုများကို ပြုပြင်ရာတွင်လည်း အဖြစ်များသော်လည်း ပြုပြင်ခြင်းအင်အားမှာ အတော်လေးသေးငယ်ပါသည်။
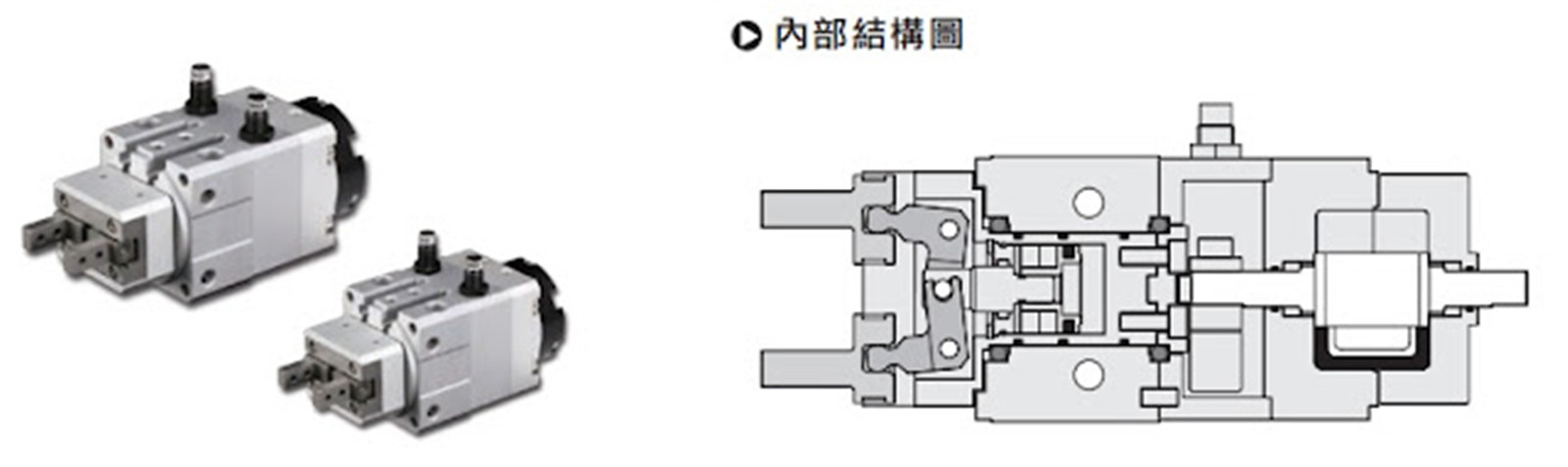
အထက်တွင်ပြထားသည့် ဂရစ်ပတာဆလင်ဒါသည် သေးငယ်သော အရာဝတ္ထုများကို တိုက်ရိုက်ဆုပ်ကိုင်ကာ လှည့်နိုင်သည်။
အမြင့်ဆုံး static friction force ကို ပေးစွမ်းရန် နည်းလမ်းမှာ clamping action တွင် positive force ကို ပေးဆောင်ပြီး အမြင့်ဆုံး static friction force ကို တွက်ချက်ရန် ပွတ်တိုက်မှု ကိန်းဂဏန်းဖြင့် မြှောက်ခြင်းအပြင်၊ တကယ်တော့၊ ၎င်းသည် ဖိအားတစ်ခု ထုတ်ရန်အတွက် vacuum suction ကိုလည်း အသုံးပြုနိုင်ပါသည်။ ကွာခြားချက်အား အပြုသဘောဆောင်သော တွန်းအားကို ပေးဆောင်ပြီးနောက် မြင့်မားသော ပွတ်တိုက်မှုကိန်းဂဏန်းဖြင့် ပူးပေါင်းဆောင်ရွက်ပါ။inertia force ကိုကျော်လွန်သော အမြင့်ဆုံး static friction force ကို ပေးပါ။ဤနည်းလမ်းသည် အရာဝတ္တုအပေါ်သက်ရောက်သော အင်အားပမာဏကို လျှော့ချရန် အခွင့်အလမ်းရှိသည်။ထို့ကြောင့်၊ အချို့သောတိကျသောအစိတ်အပိုင်းများ သို့မဟုတ် ကြွပ်ဆတ်သောပစ္စည်းများကို ပြုပြင်ရာတွင် အသုံးပြုလေ့ရှိသည်။အားနည်းချက်မှာ ပွတ်တိုက်မှုကိန်းမြင့်မားသောပစ္စည်းများသည် အရာဝတ္ထု၏မျက်နှာပြင်ကို အကြွင်းအကျန်နှင့် ညစ်ညမ်းစေခြင်း သို့မဟုတ် ခြစ်ရာများဖြစ်နိုင်ပြီး အလွန်မြင့်မားသောသန့်ရှင်းမှုလိုအပ်သော အချို့သောထုတ်ကုန်များကို ဂရုပြုသင့်သည်။
ရွေ့လျားနေသော လုပ်ငန်းစဉ်အတွင်း အရာဝတ္တုများကို ပြုပြင်ခြင်း ရှုထောင့်မှကြည့်လျှင် သံလိုက်သံလိုက်၊ ဘော့၊ နီကယ် အစရှိသည်တို့ အပါအဝင် သံပစ္စည်းများအတွက် အထူးနည်းလမ်းတစ်ခု ရှိပြီး ကြိတ်၊ ကြိတ်ခြင်းတွင် အသုံးပြုလေ့ရှိသော လျှပ်စစ်သံလိုက်အားကို အသုံးပြုရန်၊ အစီအစဉ်ဆွဲခြင်းနှင့် အခြားစက်ကိရိယာများ။စင်ပေါ်မှာ (magnetic mount)၊
သို့သော်၊ ဤစွမ်းအားသည် အလွန်ကြီးမားပြီး လှုပ်ရှားမှု၏ inertial force ကို ကျော်လွှားရန်အတွက် အသုံးမချဘဲ ဖြတ်တောက်ခြင်းလုပ်ငန်းစဉ်၏ တွန်းအားကို ကျော်လွှားရန်အတွက် ဖြစ်သည်။
အပူချိန်မြင့်သော ပတ်ဝန်းကျင်တွင် အထူးကိစ္စအချို့ကို အသုံးပြုကြပြီး ပျော့ပျောင်းသောပစ္စည်းများကို အသုံးမပြုနိုင်ပါ။အထက်ဖော်ပြပါ နည်းလမ်းနှစ်ခုကို ရောနှောထားသည့် မြင်ကွင်းအချို့လည်း ရှိပြီး အရာဝတ္ထုများအပေါ် တွန်းအားကို လျှော့ချရန် ဂျီဩမေတြီ ကန့်သတ်ချက် (ဥပမာ-မြေဆွဲအား လမ်းကြောင်း) သို့ ပြောင်းလဲသွားပါသည်။.
ဂျစ်
ပုံမှန်အင်္ဂလိပ်နာမည်ပါ။ဂျစ်jig သည် ဂျပန်အသံထွက်မှ ဆင်းသက်လာသည်။jig ၏ အဓိကလုပ်ဆောင်ချက်မှာ အရာဝတ္တု၏ အနေအထားကို ပြုပြင်ရန်နှင့် ရှာဖွေရန်ဖြစ်သည်။jig နှင့် နှိုင်းယှဉ်ပါက၊ ၎င်းတွင် positioning ၏နောက်ထပ် function တစ်ခုပါရှိသည်၊ jig သည် အရာဝတ္တုအား နေရာချရန်အတွက် geometric restriction method ကိုအသုံးပြုမည်ဖြစ်ပြီး၊ ထို့ကြောင့် positioning block နှင့် positioning pin သည် မကြာခဏ sloped design ရှိသည်၊ အရာဝတ္ထုကို နေရာအတော်လေးသေးငယ်ပြီး အရာဝတ္ထု၏ အနေအထားကို ကန့်သတ်ပါ။
အရာဝတ္တုကို ပိုမိုတိကျစွာ ပြုပြင်နိုင်ရန်၊ ရည်ညွှန်းမျက်နှာပြင်/အစွန်းများကို ဆန့်ကျင်ဘက်ဖြစ်စေရန် တစ်ခါတစ်ရံ အတင်းတွန်းတင်သည့်လုပ်ဆောင်ချက်ကို ထည့်သွင်းထားသည်။ဤလုပ်ဆောင်ချက်သည် အရာဝတ္တုအား ဆက်လက်ရွေ့လျားခြင်းမှ တားဆီးထားပါက၊ ၎င်းသည် ကလစ်၏အဆက်တစ်ခုကဲ့သို့ လုပ်ဆောင်သည်။ထို့ကြောင့် နားလည်မှု လွဲမှားမှုများ မကြာခဏ ဖြစ်ပေါ်ပြီး ခံစစ်မှူးသည် ဂျစ်နှင့် ရောထွေးနေတတ်သည်။ထို့ကြောင့် တိတိကျကျပြောရလျှင် ပွဲ၏ လုပ်ဆောင်ချက်နှင့် ရည်ရွယ်ချက်နှင့် ခံစစ်မှူးသည် အနည်းငယ်ကွဲပြားပါသည်။ခံစစ်မှူးသည် ပြုပြင်ခြင်းအပေါ် အာရုံစိုက်ပြီး ပွဲစဉ်သည် "တိကျသော" နေရာချထားခြင်းအပေါ် အာရုံစိုက်သည်။သို့သော်၊ ဖန်သားပြင်သည် တခါတရံတွင် ကုပ်ကုပ်နှင့် ပြုပြင်ရန် လိုအပ်သောကြောင့်၊ တခါတရံ fixture နှင့် အသုံးပြုသည်။အနည်းငယ်ဆင်တူလိမ့်မည်;လက်တွေ့တွင်၊ နှစ်ခု၏ ယန္တရားဒီဇိုင်းကို fixture design ဟုခေါ်သော စက်ရုံရှိ ဌာနတစ်ခုတည်းတွင် ထားရှိလေ့ရှိသည်။ဤဌာနကို ထုတ်လုပ်မှု၊ စက်ကိရိယာများ ပြုပြင်ထိန်းသိမ်းခြင်း သို့မဟုတ် စက်ရုံကိစ္စများတွင်ပင် ထားရှိနိုင်သည် သို့မဟုတ် ထုတ်ကုန်သုတေသနနှင့် ဖွံ့ဖြိုးတိုးတက်မှုတွင် အခြေခံပညာရေးနောက်ခံသည် အဓိကအားဖြင့် စက်မှုအင်ဂျင်နီယာဖြစ်သည်။
Fixture တိုးတက်မှုနှင့် ဒီဇိုင်းသည် အလိုအလျောက် စက်ကိရိယာများ ဖွံ့ဖြိုးတိုးတက်ရေးတွင် အလွန်အရေးကြီးသော အစပျိုးနေရာဖြစ်သည်။အော်တိုမက်တစ် စက်ကိရိယာ ကုမ္ပဏီအများအပြားသည် စက်ရုံများကို တင်သွင်းလာသော တပ်ဆင်ပစ္စည်းများကို ပိုမိုကောင်းမွန်အောင် ဒီဇိုင်းဆွဲရန် ကူညီခြင်းမှ အစပြုကာ မောင်းနှင်သည့် စက်များနှင့် ထိန်းချုပ်ပတ်လမ်းများ ပါဝင်သည်။အားလုံးပြီးသွားရင်တော့ ထုတ်ကုန်နဲ့ စက်ကိရိယာ အတွေ့အကြုံတွေကို စုဆောင်းပြီး ပြီးပြည့်စုံတဲ့ အလိုအလျောက် စက်ကိရိယာကုမ္ပဏီ ဖြစ်လာပါတယ်။
ပုံစံခွက်
အင်္ဂလိပ်နာမည်မှို, အဲဒါဘာလဲ?ယခင် fixture ၏လုပ်ဆောင်ချက်သည်အဓိကအားဖြင့်ပြုပြင်ခြင်းနှင့်နေရာချထားခြင်းဖြစ်သည်၊ အခြေခံအားဖြင့်၎င်းသည်ထုတ်ကုန်အပေါ်အခြားအကျိုးသက်ရောက်မှုမရှိပါ၊ ထုတ်ကုန်ကိုယ်တိုင်ကတိုက်ရိုက်အကျိုးသက်ရောက်မည်မဟုတ်သော်လည်းမှိုသည်ကွဲပြားသည်၊ မှိုသည်ကုန်ထုတ်လုပ်မှုလုပ်ငန်းစဉ်တွင်တိုက်ရိုက်ပါ ၀ င်လိမ့်မည်။
မှိုအမျိုးအစားများစွာရှိသော်လည်း အခြေခံလုပ်ဆောင်ချက်မှာ ကုန်ပစ္စည်း၏ပုံသဏ္ဍာန်ကို ကန့်သတ်ရန် သို့မဟုတ် ကုန်ကြမ်းများကို အလိုရှိသောပုံစံသို့ ပုံသွင်းရန်ဖြစ်သည်။စသည်တို့သည် နားလည်ရလွယ်ကူဆုံး ဥပမာဖြစ်သောကြောင့် မှိုများသည် ကုန်ပစ္စည်းများထုတ်လုပ်ရာတွင် နေရာအနှံ့တွင်ရှိသည်ဟု ဆိုနိုင်ပါသည်။ပိုနာမည်ကြီးတာက လကိတ်မုန့်လုပ်ရာမှာသုံးတဲ့ သစ်သားမှိုတွေဟာ မှိုတစ်မျိုးပါ။မှိုအမြောက်အမြားကို နောက်ဆုံးတွင် စားသုံးသူများထံ ရောင်းချနေသရွေ့ ကုန်ပစ္စည်းများထုတ်လုပ်ရန်အတွက် တိကျသောပုံသဏ္ဍာန်တစ်ခုရှိလာမည်ဖြစ်ပြီး၊ ဤပုံသဏ္ဍာန်သည် မှိုဖြင့်ပြီးမြောက်ရမည်ဖြစ်သည်။
မှိုအမျိုးအစား ခွဲခြားခြင်းကို စက်မှုလုပ်ငန်းနှင့် ရွေးချယ်ထားသော လုပ်ငန်းစဉ်အရ ဆုံးဖြတ်မည်ဖြစ်သည်။စားသောက်ကုန်မှိုများအပြင်၊ ကုန်ထုတ်လုပ်ငန်းတွင် မှိုဖြင့်ပြုလုပ်သော အဓိကပစ္စည်းနှစ်မျိုးမှာ ပလပ်စတစ်နှင့် သတ္တု (ဟုတ်ပါတယ်၊ အခြားကြွေထည်ပစ္စည်းများ၊ ပေါင်းစပ်ပစ္စည်းများစသည်ဖြင့် မှိုများကို အသုံးပြုကြလိမ့်မည်)၊ သို့သော် ပမာဏမှာ အတော်လေးနည်းပါသည်။ မကြာသေးမီဆယ်စုနှစ်များအတွင်း ပလတ်စတစ်ထုတ်လုပ်မှုမှိုအများဆုံးအရေအတွက်ကို ပထမဆုံးအတိုချုံးမိတ်ဆက်ပါ။သတ္တုထုတ်လုပ်ခြင်း သို့မဟုတ် ပလတ်စတစ်ထုတ်လုပ်ခြင်းအတွက် မှိုများကို လုပ်ငန်းစဉ်ပေါ်မူတည်၍ ကွဲပြားစွာ ခွဲခြားနိုင်သည်။
စာတင်ချိန်- ဒီဇင်ဘာ ၂၁-၂၀၂၂