CNC maskineringstjeneste
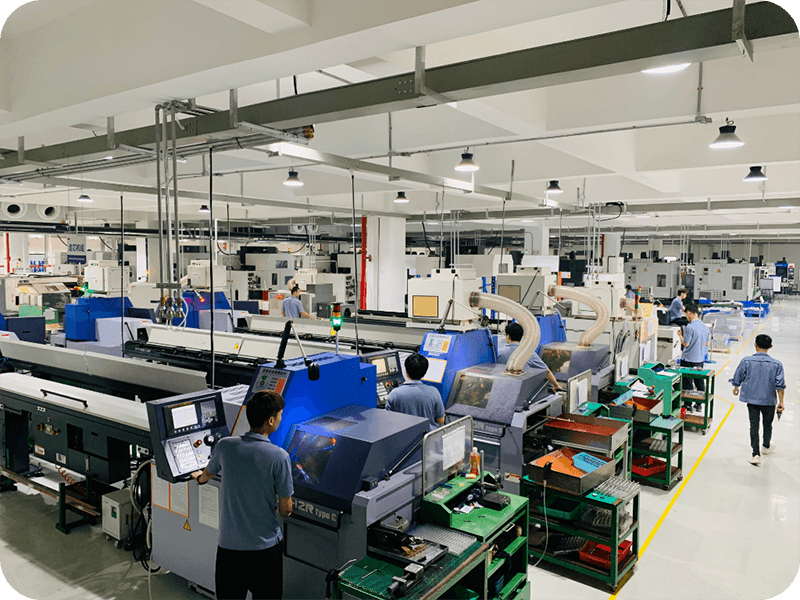
GPM er en profesjonell tjenesteleverandør for presisjonsmaskinering.Vi har avansert mekanisk prosessutstyr og dyktige ingeniører for å gi kundene høykvalitets behandlingstjenester.Ingen metter prototype eller fullskala produksjon, vi kan tilby prosesstjenester inkluderer ulike bearbeidingsmetoder som fresing, dreiing, boring og sliping for å møte de ulike behovene til kundene.Vi legger vekt på kvalitet og effektivitet, og garanterer å gi kundene produkter og tjenester av høy kvalitet på kortest mulig tid.

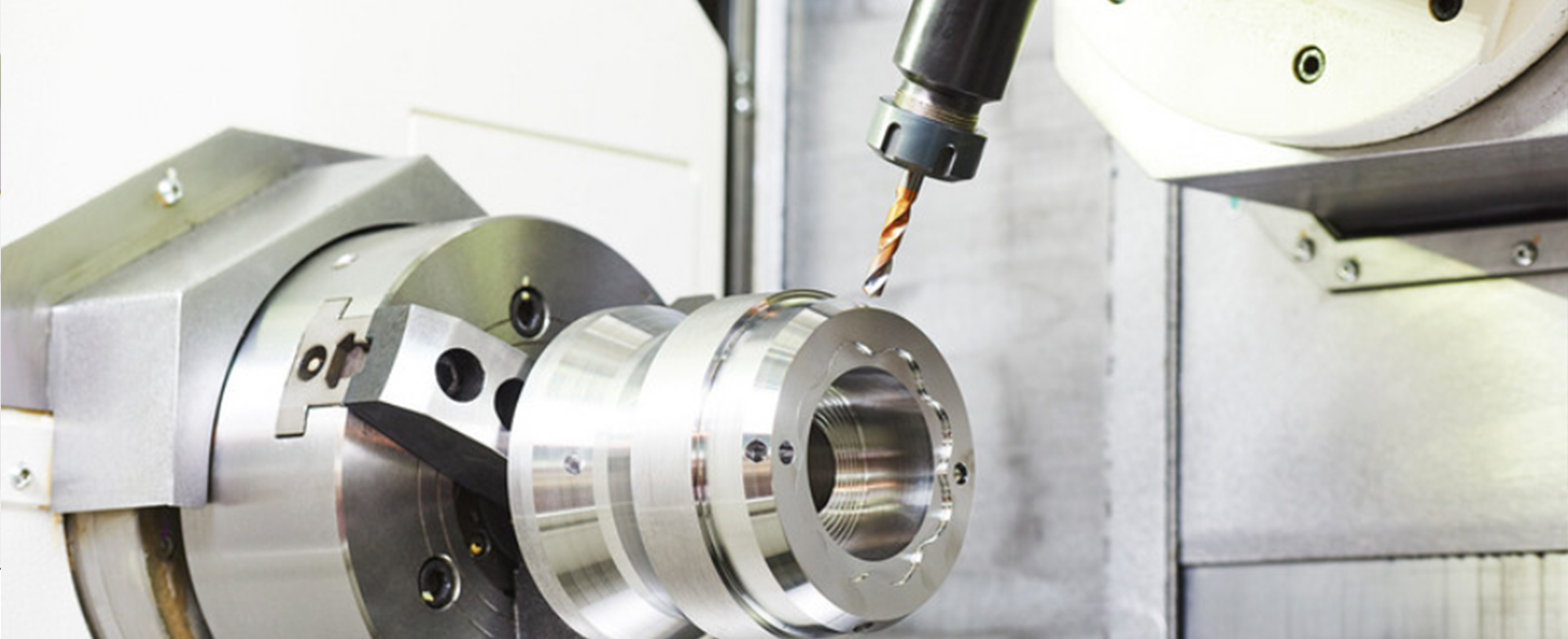
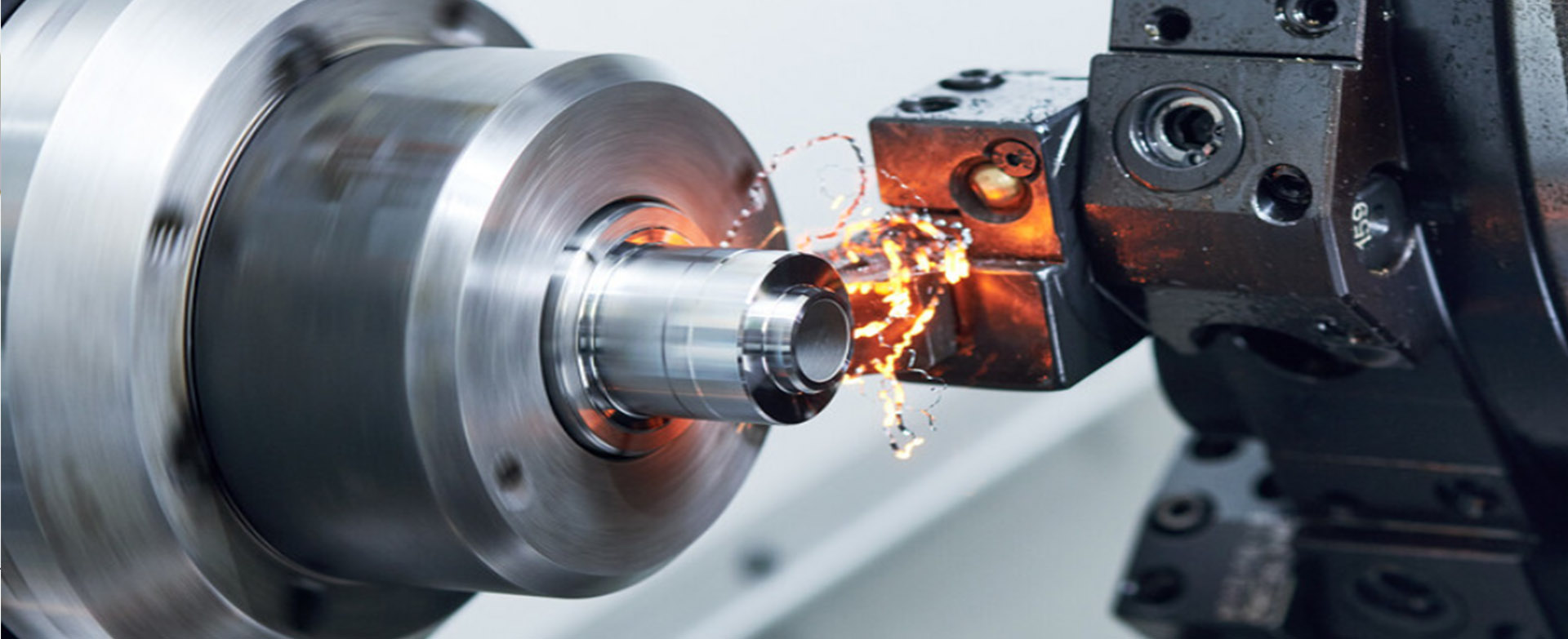
Hvordan CNC-fresing fungerer?
CNC-fresing, eller datamaskin numerisk kontrollfresing, er en presisjonsmetallskjæringsteknologi drevet av et dataprogram.I CNC-freseprosessen designer operatøren først delen ved hjelp av CAD-programvare, og konverterer deretter designet til instruksjonskoder som inneholder parametere som verktøybane, hastighet og matehastighet gjennom CAM-programvare.Disse kodene legges inn i kontrolleren til CNC-maskinverktøyet for å veilede maskinen til å utføre automatiske freseoperasjoner.
Ved CNC-fresing driver spindelen verktøyet til å rotere mens bordet beveger seg i X-, Y- og Z-aksene for å kutte arbeidsstykket nøyaktig.CNC-systemet sikrer at verktøyets bevegelse er nøyaktig til mikronnivået.Denne svært automatiserte og repeterbare prosessen håndterer ikke bare komplekse skjæreoperasjoner som buede overflater og flerakset fresing, men forbedrer også produksjonseffektiviteten og delens konsistens.Fleksibiliteten til CNC-fresing gjør at den enkelt kan tilpasse seg designendringer, og den kan møte ulike produksjonsbehov ved ganske enkelt å modifisere eller omprogrammere.
Hvilket utstyr trengs for CNC-fresing?
Hva er fordelene og bruksområdene til femakset CNC-fresing?
Fem-akset CNC-freseteknologi inntar en sentral posisjon i produksjonsindustrien med sin høye presisjon, høye effektivitet og kraftige prosesseringsevne.Sammenlignet med tradisjonell treakset CNC-fresing, kan femakset CNC-fresing gi mer komplekse verktøybaner og større behandlingsfrihet.Den lar verktøyet bevege seg og rotere samtidig i fem forskjellige akser, noe som muliggjør mer presis og effektiv bearbeiding av sider, hjørner og komplekse buede overflater av arbeidsstykker.
Fordelen med femakset CNC-fresing er at det forbedrer produksjonseffektiviteten og prosesskvaliteten betydelig.Ved å redusere behovet for fastspenning og reposisjonering, muliggjør det maskinering av flere flater i ett oppsett, noe som reduserer produksjonstid og kostnader betydelig.I tillegg kan denne teknologien oppnå bedre overflatefinish og mer nøyaktig dimensjonskontroll på materialer som er vanskelige å maskinere, og dermed møte etterspørselen etter høypresisjonsdeler i industrier som romfart, bilindustri, støpeform og medisinsk utstyr.
Hvilket utstyr trengs for CNC-fresing?
Vanlige typer CNC-freseutstyr inkluderer hovedsakelig vertikale maskineringssentre, horisontale maskineringssentre og CNC-fresemaskiner.Vertikale maskineringssentre er mye brukt i batch-produksjon og produksjon i ett stykke på grunn av deres høye hastighet, høye presisjon og høye effektivitet.Horisontale bearbeidingssentre er egnet for presisjonsbearbeiding av store deler eller deler med komplekse former.CNC-fresemaskiner har blitt det foretrukne utstyret for støpeformproduksjon og kompleks overflatebearbeiding på grunn av deres fleksibilitet og tilpasningsevne.Valget og bruken av dette utstyret er direkte relatert til effektiviteten og kvaliteten på mekanisk prosessering.Ved å optimalisere design- og produksjonsprosesser vil CNC-freseteknologi fortsette å fremme innovasjon og utvikling i produksjonsindustrien.
Fem-akset CNC-freseteknologi inntar en sentral posisjon i produksjonsindustrien med sin høye presisjon, høye effektivitet og kraftige prosesseringsevne.Sammenlignet med tradisjonell treakset CNC-fresing, kan femakset CNC-fresing gi mer komplekse verktøybaner og større behandlingsfrihet.Den lar verktøyet bevege seg og rotere samtidig i fem forskjellige akser, noe som muliggjør mer presis og effektiv bearbeiding av sider, hjørner og komplekse buede overflater av arbeidsstykker.Fordelen med femakset CNC-fresing er at det forbedrer produksjonseffektiviteten og prosesskvaliteten betydelig.Ved å redusere behovet for fastspenning og reposisjonering, muliggjør det maskinering av flere flater i ett oppsett, noe som reduserer produksjonstid og kostnader betydelig.I tillegg kan denne teknologien oppnå bedre overflatefinish og mer nøyaktig dimensjonskontroll på materialer som er vanskelige å maskinere, og dermed møte etterspørselen etter høypresisjonsdeler i industrier som romfart, bilindustri, støpeform og medisinsk utstyr.
Hva er fordelene og bruksområdene til femakset CNC-fresing?
CNC fresing
3-akset, 4-akset, 5-akset maskinering
CNC-fresing kan hjelpe deg med å oppnå høy presisjon, høy effektivitet og repeterende prosessering, og kan håndtere ulike komplekse former, store og små arbeidsstykker for å redusere manuelle operasjoner, forbedre produksjonseffektivitet og kvalitet, redusere produksjonssykluser og produksjonskostnader.
Liste over CNC-fresemaskiner i GPM
| Maskinnavn | Merke | Opprinnelsessted | Maksimalt maskineringsslag (mm) | Mengde | Presisjon (mm) |
| Fem-akse | Okuma | Japan | 400X400X350 | 8 | ±0,003-0,005 |
| Fem-akset høyhastighets | Jing Diao | Kina | 500X280X300 | 1 | ±0,003-0,005 |
| Fireakset horisontalt | Okuma | Japan | 400X400X350 | 2 | ±0,003-0,005 |
| Fireakset vertikalt | Mazak/bror | Japan | 400X250X250 | 32 | ±0,003-0,005 |
| Gantry maskinering | Taikan | Kina | 3200X1800X850 | 6 | ±0,003-0,005 |
| Høyhastighets boremaskinering | Bror | Japan | 3200X1800X850 | 33 | - |
| Tre akser | Mazak/Prefect-Jet | Japan/Kina | 1000X500X500 | 48 | ±0,003-0,005 |
Hvordan fungerer CNC-dreiing?
CNC-dreiing er en prosess med metallskjæring ved å kontrollere en dreiebenk gjennom utførelse av et forhåndsinnstilt program av en datamaskin.Denne intelligente produksjonsteknologien er mye brukt i maskinindustrien og kan effektivt og nøyaktig produsere en rekke komplekse og delikate deler.CNC-dreiing gir ikke bare en høy grad av automatisering og repeterbarhet, men tillater også komplekse skjæreoperasjoner som overflatefresing og flerakset fresing, noe som i stor grad forbedrer produksjonseffektiviteten og delens konsistens.I tillegg, på grunn av sin høye fleksibilitet, kan CNC-dreiing enkelt tilpasse seg designendringer, og ulike produksjonsbehov kan oppnås med enkle modifikasjoner eller omprogrammering.

Hva er forskjellene mellom CNC-dreiing og tradisjonell dreiing?
Sammenligningen mellom CNC-dreiing og tradisjonell dreiing involverer to dreieteknologier fra ulike perioder.Tradisjonell dreiing er en prosesseringsmetode som er avhengig av operatørens ferdigheter og erfaring, mens CNC-dreiing styrer bevegelsen og behandlingen av dreiebenken gjennom et dataprogram.CNC-dreiing gir høyere presisjon og repeterbarhet, og kan behandle mer komplekse deler på kortere tid.I tillegg kan CNC-dreiing forbedre produksjonseffektiviteten og redusere kostnadene ved å optimalisere verktøybaner og prosessparametere.I kontrast kan tradisjonell dreiing kreve flere manuelle justeringer og lengre produksjonssykluser ved prosessering av komplekse deler.Kort fortalt har CNC-dreiing vært mye brukt i moderne produksjon med sin høye grad av automatisering og presisjon, mens tradisjonell dreiing etter hvert har blitt begrenset til spesifikke anledninger eller som et supplement til CNC-dreiing.
CNC dreiing
CNC dreiebenk, kjernegang, kuttermaskin
CNC-dreiing er mye brukt i bearbeiding av arbeidsstykker innen biler, maskiner, luftfart og romfart.I den diskrete produksjonsindustrien er CNC-dreiing en av nøkkelteknologiene for å hjelpe deg med å oppnå høyvolum og høypresisjonsbehandling.
Liste over CNC-dreiemaskiner i GPM
| Maskintype | Maskinnavn | Merke | Opprinnelsessted | Maksimalt maskineringsslag (mm) | Mengde | Presisjon (mm) |
| CNC dreiing | Kjernevandring | Citizen/Star | Japan | Ø25X205 | 8 | ±0,002-0,005 |
| Knivmater | Miyano/Takisawa | Japan/Taiwan, Kina | Ø108X200 | 8 | ±0,002-0,005 | |
| CNC dreiebenk | Okuma/Tsugami | Japan/Taiwan, Kina | Ø350X600 | 35 | ±0,002-0,005 | |
| Vertikal lekt | Riktig vei | Taiwan, Kina | Ø780X550 | 1 | ±0,003-0,005 |
Hvorfor bruke CNC-sliping til å behandle deler?
Kontrollert av et dataprogram, kan CNC-sliping oppnå ekstremt høy maskineringsnøyaktighet og repeterbarhet, noe som er avgjørende for å produsere konsistente deler av høy kvalitet.Den tillater finbearbeiding av komplekse geometrier og tilpasser seg produksjonsbehov på ulike nivåer av kompleksitet.I tillegg forbedrer CNC-sliping produksjonseffektiviteten betydelig og reduserer kostnadene ved å optimalisere prosessveier og parametere.Videre betyr dens fleksibilitet og tilpasningsevne at den raskt kan tilpasse seg designendringer, noe som gjør den ideell for rask prototyping og volumproduksjon.Derfor er CNC-sliping en uunnværlig produksjonsprosess for bransjer som streber etter overlegen ytelse og presisjonsteknikk.
CNC-slipemaskiner kan deles inn i mange typer etter struktur og funksjon, inkludert overflateslipere, roterende bordslipere, profilslipere osv. Overflate-CNC-slipemaskiner, som for eksempel CNC-overflateslipere, brukes hovedsakelig til sliping av flate eller formede overflater.De kjennetegnes av høy presisjon og høy overflatefinish, som egner seg svært godt for bearbeiding av store plater eller masseproduksjon av små deler.Roterende bord CNC-slipemaskiner, inkludert CNC interne og eksterne sylindriske slipemaskiner, brukes spesielt for sliping av indre og ytre diametere til sirkulære arbeidsstykker.Disse maskinene er i stand til svært presis diameterkontroll og er ideelle for produksjon av lagre, gir og andre sylindriske deler.Profil-CNC-slipemaskiner, for eksempel CNC-kurveslipere, er designet for å slipe komplekse konturformer.De er mye brukt i formproduksjon og produksjon av komplekse deler, hvor presisjon og detaljbehandling er nøkkelkrav.
Hvilket utstyr brukes vanligvis til CNC-sliping?
Hvordan fungerer EDM?
EDM Electrospark Machining, fullt navn "Electrical Discharge Machining", er en behandlingsmetode som bruker prinsippet om elektrisk gnistutladningskorrosjon for å fjerne metallmaterialer.Arbeidsprinsippet er å generere lokal høy temperatur for å smelte og fordampe materialer gjennom pulsutladning mellom elektroden og arbeidsstykket, for å oppnå behandlingsformålet.EDM Electrospark Machining er mye brukt i formproduksjon, romfart, elektronikk, medisinsk utstyr og andre felt, spesielt for behandling av vanskelige å behandle materialer og deler med komplekse former.Fordelen er at den kan oppnå høy presisjon og høy overflatekvalitet, samtidig som den reduserer mekanisk stress og varmepåvirket sone, og forbedrer slitestyrken og korrosjonsmotstanden til deler.I tillegg kan EDM Electrospark Machining også erstatte manuell polering til en viss grad, forbedre produksjonseffektiviteten og redusere kostnadene.
Sliping og trådkutting
Forbedring av maskineringsnøyaktighet og kvalitet
Hjelpeteknologi for presisjonsmaskinering, som sliping og trådskjæring, kan gi mer presise maskineringsverktøy og metoder, som kan kontrollere feil under maskineringsprosessen, og dermed forbedre maskineringsnøyaktigheten og kvaliteten på delene ved mer diversifiserte prosesseringsmetoder og teknologier.Den kan behandle deler av ulike former og materialer, og også utvide prosesskapasiteten og omfanget.
Liste over CNC-slipemaskiner og EDM-maskiner i GPM
| Maskintype | Maskinnavn | Merke | Opprinnelsessted | Maksimalt maskineringsslag (mm) | Mengde | Presisjon (mm) |
| CNC-sliping | Stor vannmølle | Kent | Taiwan, Kina | 1000X2000X5000 | 6 | ±0,01-0,03 |
| Flysliping | Seedtec | Japan | 400X150X300 | 22 | ±0,005-0,02 | |
| Innvendig og utvendig sliping | SPS | Kina | Ø200X1000 | 5 | ±0,005-0,02 | |
| Presisjonsskjæring av tråd | Presisjon Jogging Wire | Agie Charmilles | Sveits | 200X100X100 | 3 | ±0,003-0,005 |
| EDM-prosesser | Topp-Edm | Taiwan, Kina | 400X250X300 | 3 | ±0,005-0,01 | |
| Trådskjæring | Sandu/Rijum | Kina | 400X300X300 | 25 | ±0,01-0,02 |

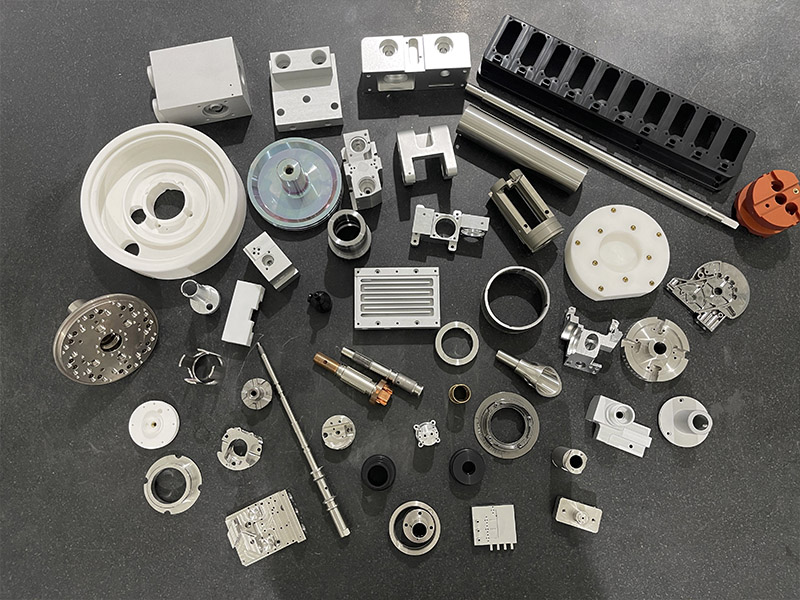
Materialer
Diversifisert CNC-behandlingsmateriale
●Aluminiumslegering:A6061, A5052, A7075, A2024, A6063 osv.
●Rustfritt stål: SUS303, SUS304, SUS316, SUS316L, SUS420, SUS430, SUS301, etc.
●Karbonstål:20#, 45# osv.
●Kopperlegering: H59, H62, T2, TU12, Qsn-6-6-3, C17200, etc.
●Wolfram stål:YG3X, YG6, YG8, YG15, YG20C, YG25C, etc.
●Polymer materiale:PVDF, PP, PVC, PTFE, PFA, FEP, ETFE, EFEP, CPT, PCTFE, PEEK, etc.
●Komposittmaterialer:karbonfiberkomposittmaterialer, glassfiberkomposittmaterialer, keramiske komposittmaterialer, etc.
Avslutter
Fleksibelt avslutter prosessen på forespørsel
●Plating:Galvanisert, gullbelegg, nikkelbelegg, forkromning, sink-nikkellegering, titanbelegg, ionbelegg, etc.
●Anodisert: Hard oksidasjon, klar anodisert, farge anodisert, etc.
●Belegg: Hydrofilt belegg, hydrofobt belegg, vakuumbelegg, diamantlignende karbon(DLC), PVD (gyllen TiN, svart:TiC, sølv: CrN).
●Polering:Mekanisk polering, elektrolytisk polering, kjemisk polering og nanopolering.
Annen tilpasset behandling og finish på forespørsel.


Varmebehandling
Vakuumslukking:Delen varmes opp i vakuum og avkjøles deretter med gass i kjølekammeret.Nøytral gass ble brukt til gasskjøling, og rent nitrogen ble brukt til flytende bråkjøling.
Trykkavlastning: Ved å varme opp materialet til en viss temperatur og holde det i en periode, kan restspenningen inne i materialet elimineres.
Karbonitrering: Karbonitrering refererer til prosessen med å infiltrere karbon og nitrogen inn i overflatelaget av stål, som kan forbedre hardheten, styrken, slitestyrken og anti-beslag av stål.
Kryogen behandling:Det flytende nitrogenet brukes som kjølemiddel for å behandle materialet under -130 °C, for å oppnå formålet med å endre materialegenskapene.
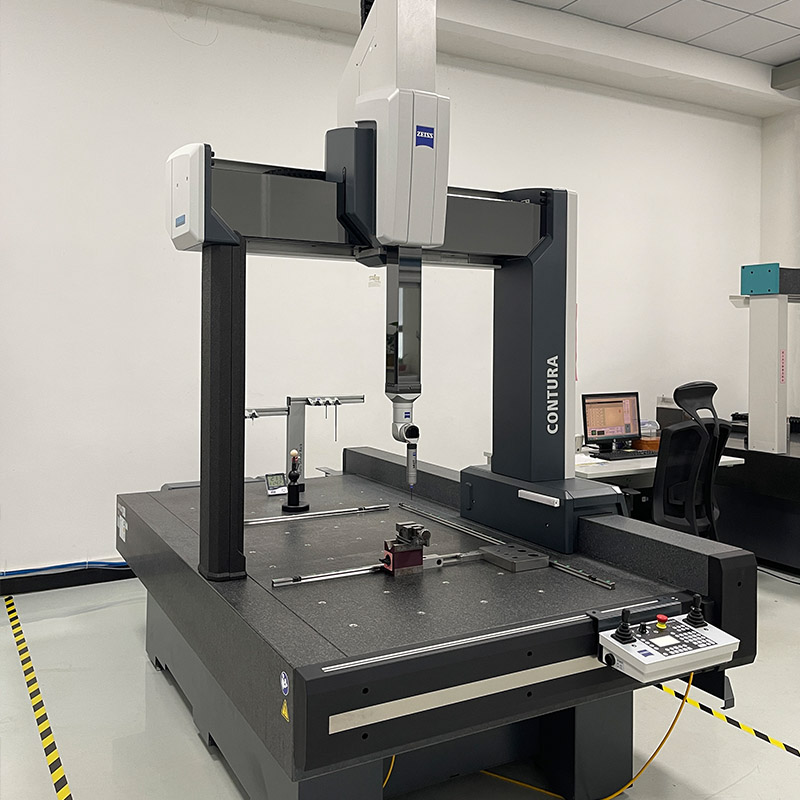
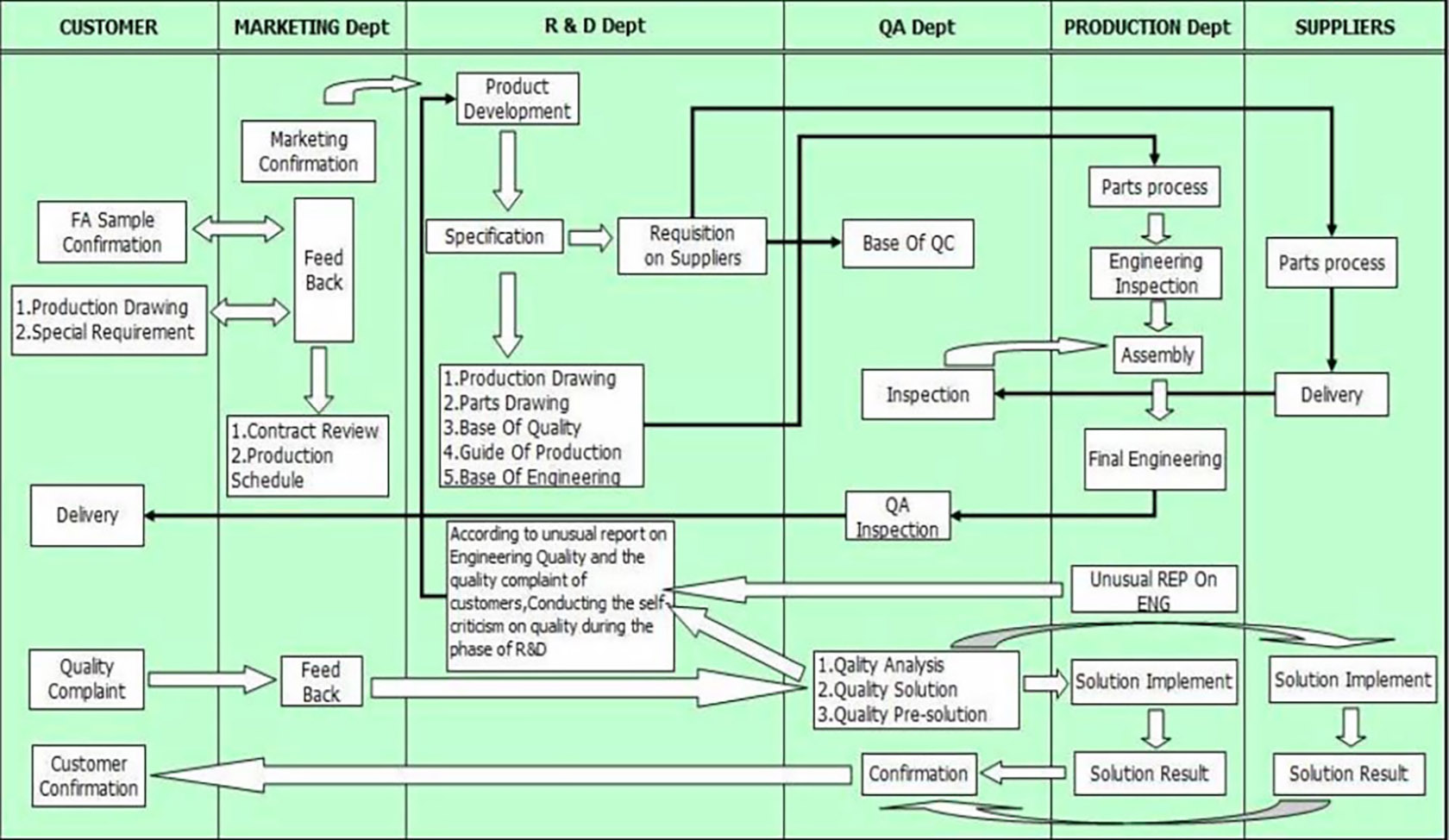
Kvalitetskontroll
Mål: Null feil
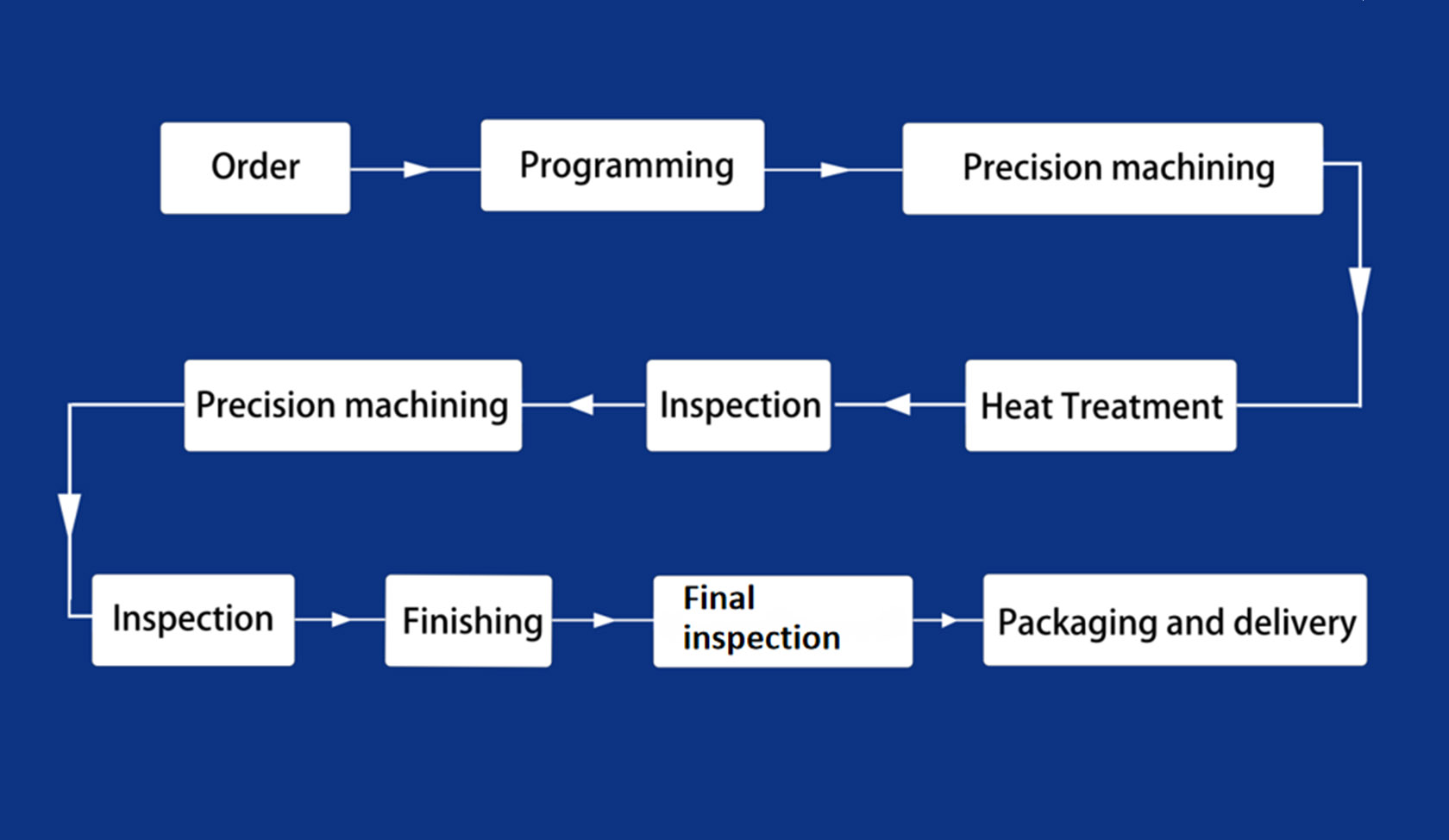
Deleprosessflyt og kvalitetskontrollprosedyre:
1. Dokumentkontrollteamet administrerer alle tegningene for å garantere sikkerheten til kundens konfidensielle informasjon, og holde posten sporbar.
2. Kontraktgjennomgang, bestillingsgjennomgang og prosessgjennomgang for å sikre en fullstendig forståelse av kundens krav.
3. ECN-kontroll, ERP-strekkode (relatert til arbeider, tegning, materiale og all prosess).Implementere SPC, MSA, FMEA og andre kontrollsystem.
4. Implementer IQC,IPQC,OQC.
| Maskintype | Maskinnavn | Merke | Opprinnelsessted | Mengde | Presisjon (mm) |
| Kvalitetsinspeksjonsmaskin | Tre koordinater | Wenzel | Tyskland | 5 | 0,003 mm |
| Zeiss Contura | Tyskland | 1 | 1,8 um | ||
| Bildemåleinstrument | God Visjon | Kina | 18 | 0,005 mm | |
| Høydemåler | Mitutoyo/Tesa | Japan/Sveits | 26 | ±0,001 -0,005 mm | |
| Spektrumanalysator | Spektro | Tyskland | 1 | - | |
| Ruhetstester | Mitutoyo | Japan | 1 | - | |
| Tykkelsesmåler for galvanisering | - | Japan | 1 | - | |
| Mikrometer Caliper | Mitutoyo | Japan | 500+ | 0,001 mm/0,01 mm | |
| Ringmåler nålmåler | Nagoya/Chengdu måleverktøy | Japan/Kina | 500+ | 0,001 mm |
Kvalitetskontroll flytchat
Maskineringsprosessflyt