
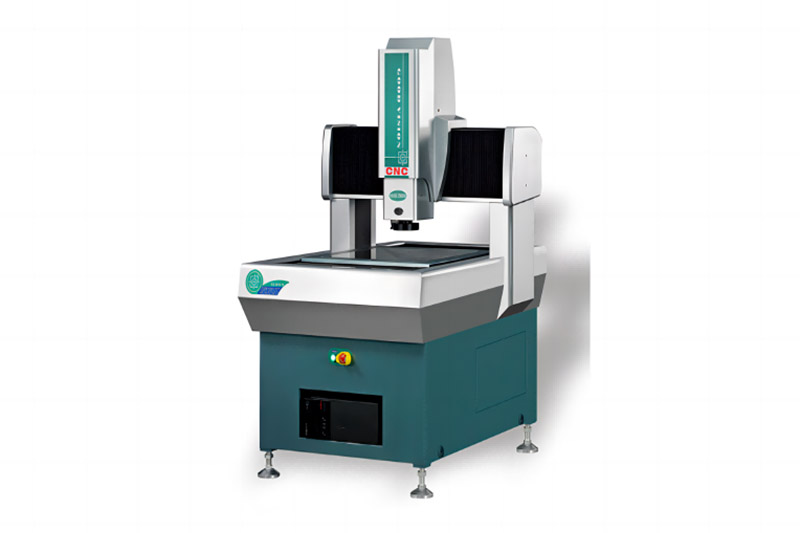
Ibikoresho byo gupima amashusho byikora
Inyungu nyamukuru
1. Kubona patenti yigihugu yimiterere nigaragara;
2. Inguni yuzuye iterura urumuri, nta rumuri rwapfuye;
3. Umuvuduko mwinshi wikiragi nuburyo butajegajega birashobora kugera kubipimo bihamye bya ultra-high precision.
Ibikoresho by'ibanze
1. CCD: 1/2 ibisobanuro bihanitse cyane bya CCD;Miliyoni 2 pigiseli (amabara atabishaka)
2. Lens: 0.7-4.5X lens zoom zoom
3. Gukuza: Gukwirakwiza amashusho: 21-115X (kwerekana 22-cm)
4. Intera y'akazi: 90mm
5. Icyemezo cya Raster: 0.0001mm
6. Ibipimo byo gupima (μm): xy umurongo ugereranije: 1.6 + L / 250;xy vector yukuri: 2 + L / 200;z axis neza: ≤ 2.8 + L / 200
7. Kumurika urumuri isoko: impeta eshatu ahantu hanini hejuru yimbere yumucyo wimbere + urumuri rwa coaxial kugwa + guterura impeta eshatu ahantu umunani urumuri rwimbere + rukurikirana intambwe iringaniye kandi ikwirakwiza urumuri
8. Amashanyarazi akora: 220 ± 10% (AC) 50Hz (icyitonderwa: kurwanya ≤ 4Ωumurongo)
9. Ibidukikije bikora: ubuhehere: dogere 18-24 ugereranije n'ubushuhe: 30-75%, kure yisoko
Ihame ry'akazi
Igikoresho cyo gupima amashusho nubuhanga bwubwenge bwubuhanga bushingiye kumyerekano yimashini, nko gukuramo ibyuma byikora, guhuza byikora, kwibanda byikora, guhuza ibipimo no kugereranya amashusho.Ifite imirimo yo gupima mu buryo bwikora, gupima CNC mu buryo bwikora, gupima icyiciro cyo kwiga icyiciro, ikarita yerekana intego yo kuyobora, umurima wuzuye wa kagoma-ijisho ryongera imbaraga hamwe nibindi bikorwa byiza.Muri icyo gihe, uburyo bwo kwibanda ku buryo bwikora bushingiye ku iyerekwa rya mashini no kugenzura neza micron irashobora guhura n'ibikenewe byo gupimwa ubufasha munsi y'amashusho asobanutse, kandi iperereza ryitumanaho naryo rishobora kongerwaho kugirango ryuzuze ibipimo bifatika.
Intangiriro
Gview DMIS ishyigikira ikoreshwa ryubwoko butandukanye bwa sisitemu , harimo: kugendana coaxial, guhuza amakuru, point laser, umurongo wa laser, itara ryo guterura, nibindi.
1. Porogaramu ishyigikira icyitegererezo cyo gukanda rimwe, gifite umurimo wo gukuramo vuba kontour yumurimo no kunoza imikorere ya programming.
2. Porogaramu ifite ijisho ryinyoni ireba, byoroshye gupima programme;
3.Ibikoresho bifite ibikoresho bitanga urumuri rwo hejuru, kandi isoko yumucyo irashobora kugenzurwa muri zone zitandukanye, zishobora gupima ubunini bwibicuruzwa no kumenya inenge zubuso;
4.Inganda yumwimerere super-ikomeye algorithm, igihangano cyakazi kubyara uko bishakiye kiri muri 0.005 mm;
5.Ku ruhererekane rw'imikorere ya imager, nka: DXF yohereza no gutumiza mu mahanga, raporo zimenyerewe, gupima ubunini-bubiri, n'ibindi;
6.Imikorere yo kugereranya ibintu bishya, kubunini budasanzwe nabyo birashobora gupimwa;
7. Ifite umurimo wo kumenyekanisha no gupima, nka: kumenyekanisha kode-ebyiri-kumenyekanisha kode, imiterere ituzuye, ibicuruzwa bihinduka nibindi.





