
V proizvodnji se pogosto pojavljajo trije pravilni izrazi vpenjalo, šablona in kalup.Za neproizvodne, strojne inženirje ali strojne inženirje z malo praktičnimi izkušnjami te tri izraze včasih zlahka zamenjajo.
Sledi kratek uvod, v upanju, da bo tistim, ki jih zanima, pomagal pri osnovnem razumevanju.
Napeljave:
Običajni angleški prevod jeObjemka, glavni namen je popraviti predmete;Objemke se ne uporabljajo samo v proizvodnih strojih in opremi, ampak se pogosto uporabljajo tudi na številnih področjih.
Na primer, strukturo, ki fiksira cilj na pištolo, imenujemo vpenjalo;to je zelo osnovna funkcija za pritrjevanje premikajočih se predmetov v avtomatiziranih strojih in opremi.Dokler je material trden, je neizogibna fiksacija predmeta med obdelavo, sestavljanjem ali premikanjem., namen je preprečiti poljubno premikanje predmeta ob spremembi sile ali vztrajnosti (spremembe pospeška in pojemka), vpenjanje pa je eden najpomembnejših načinov pritrditve;skrbno preučite načelo pritrditve predmeta, od katerih je eno določiti geometrijske omejitve, trdna snov je obtičala in se ne more premakniti, drugo pa je zagotoviti največjo silo statičnega trenja, ki presega vztrajnostno silo predmeta, da se prepreči premikanje.
Prva metoda, geometrijska omejitev, je najboljša metoda v teoriji.Razlog je zelo preprost, to je, kot je tradicionalno znano v fiziki, "trdne snovi ne morejo iti skozi trdne snovi", in predmeti med gibanjem ne bodo izpostavljeni dodatnim vplivom, razen vztrajnostne sile.sila, ki lahko prepreči, da bi na predmet vplivala dodatna sila, vendar mora biti vpenjalo zasnovano glede na obliko predmeta, toleranca pa mora biti rezervirana za obvladovanje tolerance in napake pri izdelavi predmeta, tako da le redko opazimo v realnih predmetih.Ta konceptna zasnova je v celoti uporabljena.Razlog je v tem, da je elastičnost spremembe premajhna in bo napaka povzročila možnost trčenja med predmetom in vpenjalom.
Druga metoda ohranja fiksen položaj predmeta z zagotavljanjem največje statične sile trenja, ki presega vztrajnostno silo.Sila trenja, ki jo zagotavlja ta metoda, mora premagati vztrajnostni učinek v vsaj dveh smereh, ena je smer gravitacije, in predmet ne bo padel., ena je smer gibanja (upošteva se tako prevajanje kot rotacija), tako da se predmet ne bo premaknil med pospeševanjem in pojemkom, kar je trenutno najpomembnejša metoda uporabe.
Običajno je za kovinske materiale zaradi visoke trdnosti samega materiala mogoče uporabiti veliko silo, da zagotovimo, da se predmet ne premakne, zato se hidravlične spone pogosto uporabljajo za pritrditev predmeta v nekaterih napravah za avtomatizacijo obdelave kovin.
Običajno je tudi pri pritrditvi nekaterih lesenih predmetov, vendar bo sila pritrditve razmeroma majhna.
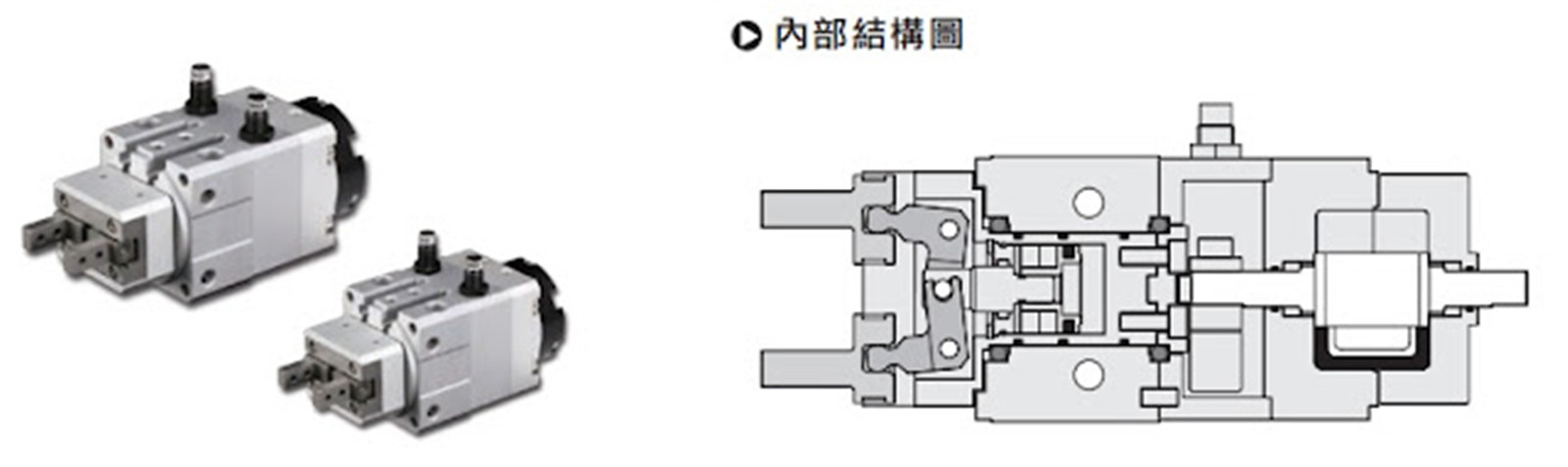
Zgoraj prikazani prijemalni valj lahko neposredno prime in zavrti majhne predmete za rokovanje
Način za zagotavljanje največje statične sile trenja, poleg tega, da zagotavlja pozitivno silo v vpenjalnem delovanju in jo pomnoži s koeficientom trenja za izračun največje statične sile trenja, lahko dejansko uporabi tudi vakuumsko sesanje za ustvarjanje tlaka. razlika, da zagotovi pozitivno silo, nato pa sodeluje z materialom z visokim koeficientom trenja.Zagotovite največjo silo statičnega trenja, ki presega vztrajnostno silo.Ta metoda ima možnost zmanjšati količino sile, ki deluje na predmet.Zato se pogosto uporablja pri pritrjevanju nekaterih natančnih komponent ali krhkih materialov.Pomanjkljivost je, da materiali z visokim koeficientom trenja ostanejo in kontaminirajo ali opraskajo površino predmeta, na kar je treba biti pozoren pri nekaterih izdelkih, ki zahtevajo izjemno visoko čistočo.
Z vidika pritrjevanja predmetov med postopkom premikanja obstaja poseben način, da železni materiali, vključno z drugim magnetnim železom, kobaltom, nikljem itd., uporabljajo elektromagnetno silo, ki se običajno uporablja pri rezkanju, mletju , skobljanje in druga strojna orodja.Na odru (magnetni nosilec),
Vendar je ta sila zelo velika in se običajno ne uporablja za premagovanje vztrajnostne sile gibanja, temveč za premagovanje sile rezalnega procesa.
V okoljih z visoko temperaturo se uporablja nekaj posebnih primerov in ni mogoče uporabiti mehkih materialov.Obstaja tudi nekaj prizorov, kjer sta zgornji dve metodi mešani in je ena smer spremenjena v geometrijsko mejo (kot je smer gravitacije), da se zmanjša vpliv sile na predmete..
Jig
Običajno angleško ime jeJig, jig pa izhaja iz japonske izgovorjave;glavna funkcija šablone je fiksiranje in lociranje položaja predmeta.V primerjavi s šablono ima dodatno funkcijo pozicioniranja, ki jo pogosto opazimo. Šablona za pozicioniranje predmeta uporablja metodo geometrijske omejitve, zato imata pozicionirni blok in pozicionirni zatič pogosto nagnjeno zasnovo, ki se uporablja za vodenje objekt v razmeroma majhen prostor in omeji položaj objekta.
Za natančnejšo fiksacijo predmeta se včasih doda prisilno potisno dejanje, da se predmet nasloni na referenčno površino/rob;če se to dejanje nadaljuje in prepreči premikanje predmeta, deluje kot podaljšek objemke;Zato pogosto pride do nesporazumov in napeljava se zamenja s šablono.Zato se strogo gledano funkcija in namen napeljave in napeljave nekoliko razlikujeta.Napeljava se osredotoča na pritrditev, napeljava pa na "natančno" pozicioniranje.Ker pa vpenjalo včasih zahteva več vpenjanja in pritrjevanja, se včasih uporablja skupaj z vpenjalom.Malo bo podobno;v praksi je zasnova mehanizma obeh pogosto postavljena v isti oddelek v tovarni, imenovan zasnovo vpenjal.Ta oddelek je lahko nameščen v proizvodnji, vzdrževanju opreme ali celo v tovarniških zadevah. V raziskavah in razvoju izdelkov je osnovna izobrazba večinoma strojni inženir.
Izboljšanje in oblikovanje vpenjal je zelo pomembno izhodišče pri razvoju avtomatske opreme.Številna podjetja za opremo za avtomatizacijo začnejo s pomočjo tovarnam pri izboljšavah in oblikovanju uvoženih napeljav ter pogonskih naprav in krmilnih vezij.Po vsej poti si naberite izkušnje z izdelki in opremo ter postanite popolno podjetje za opremo za avtomatizacijo.
plesen
Angleško imePlesen, kaj je to?Funkcija prejšnjega vpenjala je predvsem pritrjevanje in pozicioniranje, v bistvu nima nobenega drugega učinka na izdelek in ne bo neposredno vplivalo na sam izdelek, vendar je kalup drugačen in kalup bo neposredno sodeloval v proizvodnem procesu.
Kalupov je veliko, osnovna funkcija pa je omejevanje oblike izdelka oziroma oblikovanje surovin v želeno obliko.Etc. je najlažje razumljiv primer, zato lahko rečemo, da so plesni vseprisotne v proizvodnji blaga.Bolj priljubljena stvar je, da so leseni kalupi, ki se uporabljajo za izdelavo luninih tort, tudi neke vrste kalupi.Dokler se veliko število kalupov končno proda končnim potrošnikom. Za proizvodnjo blaga bo obstajala določena oblika, to obliko pa mora dokončati kalup.
Razvrstitev kalupov bo določena glede na industrijo in izbrani postopek.Poleg kalupov za živila obstajata dve glavni vrsti materialov, ki se obdelujejo s kalupi v predelovalni industriji: plastika in kovina (seveda bodo tudi druga keramika, kompozitni materiali itd. uporabljali kalupe), vendar je količina relativno majhna), tako da najprej na kratko predstavimo največje število kalupov za proizvodnjo plastike v zadnjih desetletjih.Kalupi za proizvodnjo kovin ali plastike se lahko različno razvrstijo glede na proces.
Čas objave: 21. decembra 2022