CNC-bearbetningstjänst
GPM är en professionell tjänsteleverantör för precisionsbearbetning.Vi har avancerad mekanisk bearbetningsutrustning och skickliga ingenjörer för att ge kunderna högkvalitativa bearbetningstjänster.Ingen metter prototyp eller fullskalig produktion, vi kan tillhandahålla processtjänster som inkluderar olika bearbetningsmetoder såsom fräsning, svarvning, borrning och slipning för att möta kundernas olika behov.Vi uppmärksammar kvalitet och effektivitet, och garanterar att förse kunderna med högkvalitativa produkter och tjänster på kortast möjliga tid.

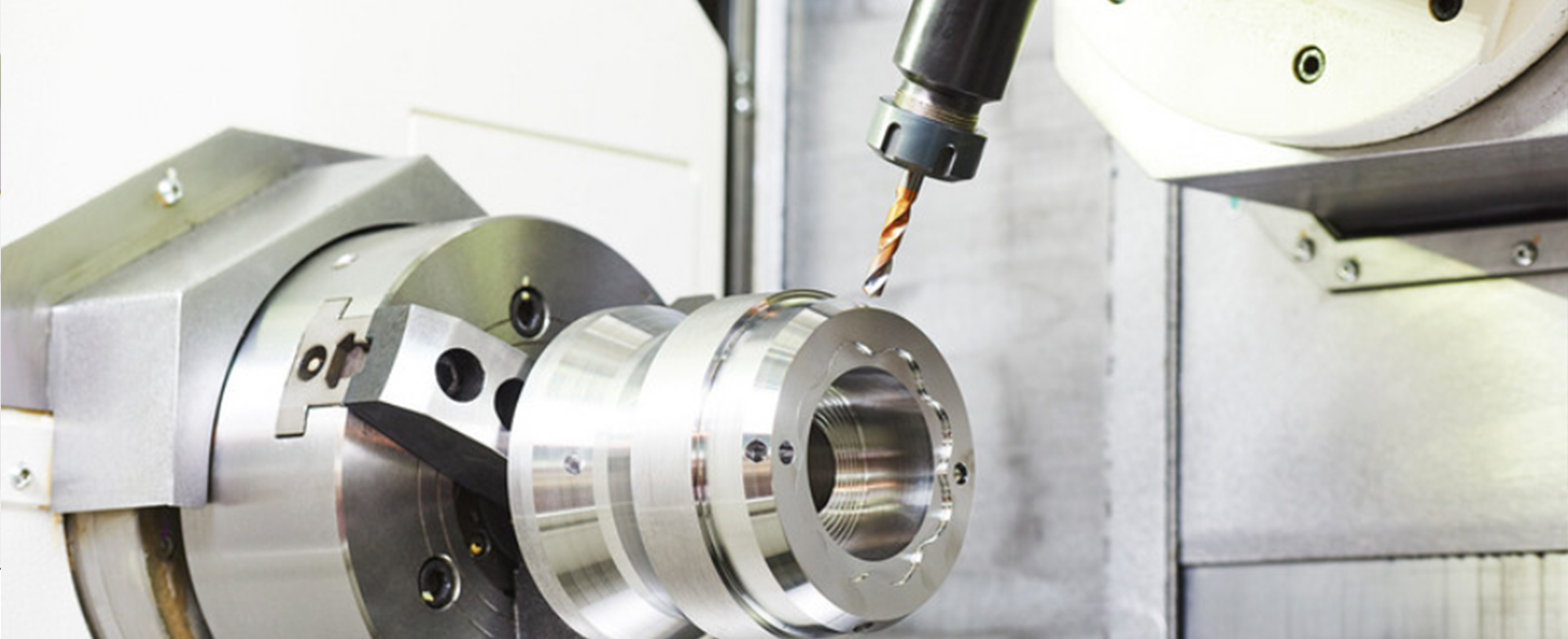
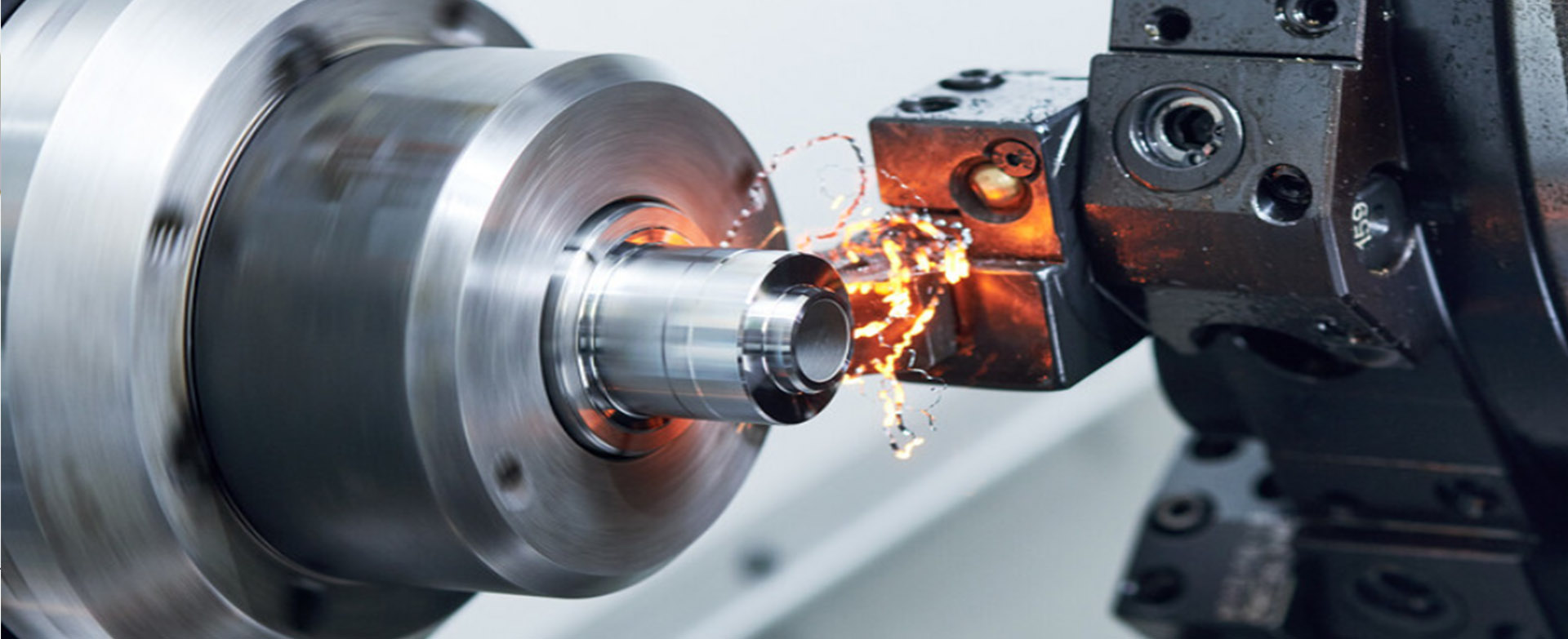
Hur fungerar CNC-fräsning?
CNC-fräsning, eller datornumerisk styrfräsning, är en precisionsteknik för metallskärning som drivs av ett datorprogram.I CNC-fräsningsprocessen designar operatören först detaljen med CAD-mjukvara och konverterar sedan konstruktionen till instruktionskoder som innehåller parametrar som verktygsbana, hastighet och matningshastighet genom CAM-mjukvaran.Dessa koder matas in i styrenheten för CNC-verktygsmaskinen för att vägleda verktygsmaskinen att utföra automatiska fräsoperationer.
Vid CNC-fräsning driver spindeln verktyget att rotera medan bordet rör sig i X-, Y- och Z-axlarna för att exakt skära arbetsstycket.CNC-systemet säkerställer att verktygsrörelsen är exakt till mikronnivån.Denna mycket automatiserade och repeterbara process hanterar inte bara komplexa skäroperationer som krökta ytor och fleraxlig fräsning, utan förbättrar också tillverkningseffektiviteten och detaljkonsistensen.Flexibiliteten hos CNC-fräsning gör att den enkelt kan anpassa sig till designförändringar, och den kan möta olika tillverkningsbehov genom att helt enkelt modifiera eller omprogrammera.
Vilken utrustning behövs för CNC-fräsning?
Vilka är fördelarna och tillämpningarna med femaxlig CNC-fräsning?
Femaxlig CNC-frästeknik intar en central position inom tillverkningsindustrin med sin höga precision, höga effektivitet och kraftfulla bearbetningsförmåga.Jämfört med traditionell treaxlig CNC-fräsning kan femaxlig CNC-fräsning ge mer komplexa verktygsbanor och större bearbetningsfrihet.Det gör att verktyget kan röra sig och rotera samtidigt i fem olika axlar, vilket möjliggör mer exakt och effektiv bearbetning av sidor, hörn och komplexa krökta ytor på arbetsstycken.
Fördelen med femaxlig CNC-fräsning är att den avsevärt förbättrar produktionseffektiviteten och bearbetningskvaliteten.Genom att minska behovet av fastspänning och ompositionering möjliggör den bearbetning av flera ytor i en uppsättning, vilket avsevärt minskar produktionstid och kostnader.Dessutom kan denna teknik uppnå bättre ytfinish och mer exakt dimensionskontroll på svårbearbetade material, och därigenom möta efterfrågan på högprecisionsdelar inom industrier som flyg-, bil-, form- och medicintekniska produkter.
Vilken utrustning behövs för CNC-fräsning?
Vanliga typer av CNC-fräsutrustning inkluderar främst vertikala bearbetningscentra, horisontella bearbetningscentra och CNC-fräsmaskiner.Vertikala bearbetningscentra används i stor utsträckning vid batchtillverkning och tillverkning i ett stycke på grund av deras höga hastighet, höga precision och höga effektivitet.Horisontella bearbetningscentra är lämpliga för precisionsbearbetning av stora delar eller detaljer med komplexa former.CNC-fräsmaskiner har blivit den föredragna utrustningen för formtillverkning och komplex ytbearbetning på grund av deras flexibilitet och anpassningsförmåga.Valet och användningen av denna utrustning är direkt relaterad till effektiviteten och kvaliteten på mekanisk bearbetning.Genom att optimera design- och produktionsprocesser kommer CNC-frästekniken att fortsätta att främja innovation och utveckling inom tillverkningsindustrin.
Femaxlig CNC-frästeknik intar en central position inom tillverkningsindustrin med sin höga precision, höga effektivitet och kraftfulla bearbetningsförmåga.Jämfört med traditionell treaxlig CNC-fräsning kan femaxlig CNC-fräsning ge mer komplexa verktygsbanor och större bearbetningsfrihet.Det gör att verktyget kan röra sig och rotera samtidigt i fem olika axlar, vilket möjliggör mer exakt och effektiv bearbetning av sidor, hörn och komplexa krökta ytor på arbetsstycken.Fördelen med femaxlig CNC-fräsning är att den avsevärt förbättrar produktionseffektiviteten och bearbetningskvaliteten.Genom att minska behovet av fastspänning och ompositionering möjliggör den bearbetning av flera ytor i en uppsättning, vilket avsevärt minskar produktionstid och kostnader.Dessutom kan denna teknik uppnå bättre ytfinish och mer exakt dimensionskontroll på svårbearbetade material, och därigenom möta efterfrågan på högprecisionsdelar inom industrier som flyg-, bil-, form- och medicintekniska produkter.
Vilka är fördelarna och tillämpningarna med femaxlig CNC-fräsning?
CNC-fräsning
3-axlig, 4-axlig, 5-axlig bearbetning
CNC-fräsning kan hjälpa dig att uppnå hög precision, hög effektivitet och repetitiv bearbetning, och kan hantera olika komplexa former, stora och små arbetsstycken för att minska manuella operationer, förbättra produktionseffektivitet och kvalitet, minska produktionscykler och tillverkningskostnader.
Lista över CNC-fräsmaskiner i GPM
| Maskinens namn | varumärke | Härstamning | Maximalt bearbetningsslag (mm) | Kvantitet | Precision (mm) |
| Femaxlig | Okuma | Japan | 400X400X350 | 8 | ±0,003-0,005 |
| Femaxlig höghastighet | Jing Diao | Kina | 500x280x300 | 1 | ±0,003-0,005 |
| Fyraxlad horisontell | Okuma | Japan | 400X400X350 | 2 | ±0,003-0,005 |
| Fyraxlad vertikal | Mazak/bror | Japan | 400x250x250 | 32 | ±0,003-0,005 |
| Gantry-bearbetning | Taikan | Kina | 3200X1800X850 | 6 | ±0,003-0,005 |
| Höghastighetsborrning | bror | Japan | 3200X1800X850 | 33 | - |
| Tre axlar | Mazak/Prefect-Jet | Japan/Kina | 1000X500X500 | 48 | ±0,003-0,005 |
Hur fungerar CNC-svarvning?
CNC-svarvning är en process för metallskärning genom att styra en svarv genom exekvering av ett förinställt program av en dator.Denna intelligenta tillverkningsteknik används i stor utsträckning inom bearbetningsindustrin och kan effektivt och exakt producera en mängd komplexa och känsliga delar.CNC-svarvning ger inte bara en hög grad av automatisering och repeterbarhet, utan möjliggör också komplexa skäroperationer som ytfräsning och fleraxlig fräsning, vilket avsevärt förbättrar tillverkningseffektiviteten och detaljkonsistensen.Dessutom, på grund av sin höga flexibilitet, kan CNC-svarvning enkelt anpassa sig till designförändringar, och olika tillverkningsbehov kan uppnås med enkla modifieringar eller omprogrammering.

Vilka är skillnaderna mellan CNC-svarvning och traditionell svarvning?
Jämförelsen mellan CNC-svarvning och traditionell svarvning involverar två svarvtekniker från olika perioder.Traditionell svarvning är en bearbetningsmetod som förlitar sig på förarens kompetens och erfarenhet, medan CNC-svarvning styr rörelsen och bearbetningen av svarven genom ett datorprogram.CNC-svarvning ger högre precision och repeterbarhet och kan bearbeta mer komplexa delar på kortare tid.Dessutom kan CNC-svarvning förbättra produktionseffektiviteten och minska kostnaderna genom att optimera verktygsbanor och bearbetningsparametrar.Däremot kan traditionell svarvning kräva fler manuella justeringar och längre produktionscykler vid bearbetning av komplexa delar.Kort sagt, CNC-svarvning har använts flitigt i modern tillverkning med sin höga grad av automatisering och precision, medan traditionell svarvning successivt har begränsats till specifika tillfällen eller som ett komplement till CNC-svarvning.
CNC-svarvning
CNC-svarv, kärngång, skärmaskin
CNC-svarvning används ofta vid bearbetning av arbetsstycken inom bilar, maskiner, flyg och rymd.I den diskreta tillverkningsindustrin är CNC-svarvning en av nyckelteknologierna för att hjälpa dig att uppnå stora volymer och hög precision.
Lista över CNC-svarvar i GPM
| Maskintyp | Maskinens namn | varumärke | Härstamning | Maximalt bearbetningsslag (mm) | Kvantitet | Precision (mm) |
| CNC-svarvning | Core Walking | Medborgare/Stjärna | Japan | Ø25X205 | 8 | ±0,002-0,005 |
| Knivmatare | Miyano/Takisawa | Japan/Taiwan, Kina | Ø108X200 | 8 | ±0,002-0,005 | |
| CNC-svarv | Okuma/Tsugami | Japan/Taiwan, Kina | Ø350X600 | 35 | ±0,002-0,005 | |
| Vertikal ribba | Bra sätt | Taiwan, Kina | Ø780X550 | 1 | ±0,003-0,005 |
Varför använda CNC-slipning för att bearbeta delar?
Styrt av ett datorprogram kan CNC-slipning uppnå extremt hög bearbetningsnoggrannhet och repeterbarhet, vilket är avgörande för att producera högkvalitativa, konsekventa delar.Den tillåter finbearbetning av komplexa geometrier och anpassar sig till produktionsbehov av olika komplexitetsnivåer.Dessutom förbättrar CNC-slipning avsevärt produktionseffektiviteten och minskar kostnaderna genom att optimera bearbetningsvägar och parametrar.Dessutom innebär dess flexibilitet och anpassningsförmåga att den snabbt kan anpassa sig till designförändringar, vilket gör den idealisk för snabb prototypframställning och volymproduktion.Därför är CNC-slipning en oumbärlig tillverkningsprocess för industrier som strävar efter överlägsen prestanda och precisionsteknik.
CNC-slipmaskiner kan delas in i många typer efter deras struktur och funktion, inklusive ytslipmaskiner, roterande bordsslipmaskiner, profilslipmaskiner etc. Yt-CNC-slipmaskiner, såsom CNC-ytslipmaskiner, används främst för slipning av plana eller formade ytor.De kännetecknas av hög precision och hög ytfinish, som är mycket lämpliga för bearbetning av stora plåtar eller massproduktion av små delar.CNC-slipmaskiner med roterande bord, inklusive CNC interna och externa cylindriska slipmaskiner, används speciellt för att slipa de inre och yttre diametrarna på cirkulära arbetsstycken.Dessa maskiner är kapabla till mycket exakt diameterkontroll och är idealiska för tillverkning av lager, växlar och andra cylindriska delar.Profil-CNC-slipmaskiner, såsom CNC-kurvslipmaskiner, är designade för att slipa komplexa konturformer.De används ofta i formtillverkning och tillverkning av komplexa delar, där precision och detaljbearbetning är nyckelkrav.
Vilken utrustning används vanligtvis för CNC-slipning?
Hur EDM fungerar?
EDM Electrospark Machining, fullständigt namn "Electrical Discharge Machining", är en bearbetningsmetod som använder principen om elektrisk gnisturladdningskorrosion för att avlägsna metallmaterial.Dess arbetsprincip är att generera lokal hög temperatur för att smälta och förånga material genom pulsurladdning mellan elektroden och arbetsstycket, för att uppnå bearbetningsändamålet.EDM Electrospark Machining används ofta inom formtillverkning, flyg, elektronik, medicinsk utrustning och andra områden, speciellt för bearbetning av svårbearbetade material och delar med komplexa former.Dess fördel är att den kan uppnå hög precision och hög ytkvalitet, samtidigt som den minskar mekanisk stress och värmepåverkad zon, och förbättrar slitstyrkan och korrosionsbeständigheten hos delar.Dessutom kan EDM Electrospark Machining även ersätta manuell polering i viss utsträckning, förbättra produktionseffektiviteten och minska kostnaderna.
Slipning & trådkapning
Förbättra bearbetningsnoggrannheten och kvaliteten
Hjälpteknik för precisionsbearbetning, såsom slipning och trådskärning, kan ge mer exakta bearbetningsverktyg och metoder, som kan kontrollera fel under bearbetningsprocessen, och därigenom förbättra bearbetningsnoggrannheten och kvaliteten på delar genom mer diversifierade bearbetningsmetoder och tekniker.Den kan bearbeta delar av olika former och material, och även utöka bearbetningskapaciteten och omfattningen.
Lista över CNC-slipmaskiner och EDM-maskiner i GPM
| Maskintyp | Maskinens namn | varumärke | Härstamning | Maximalt bearbetningsslag (mm) | Kvantitet | Precision (mm) |
| CNC-slipning | Stor vattenkvarn | Kent | Taiwan, Kina | 1000X2000X5000 | 6 | ±0,01-0,03 |
| Planslipning | Seedtec | Japan | 400x150x300 | 22 | ±0,005-0,02 | |
| Inre och yttre slipning | SPS | Kina | Ø200X1000 | 5 | ±0,005-0,02 | |
| Precisionsskärning av tråd | Precision Jogging Wire | Agie Charmilles | Schweiz | 200X100X100 | 3 | ±0,003-0,005 |
| EDM-processer | Top-Edm | Taiwan, Kina | 400x250x300 | 3 | ±0,005-0,01 | |
| Trådskärning | Sandu/Rijum | Kina | 400x300x300 | 25 | ±0,01-0,02 |

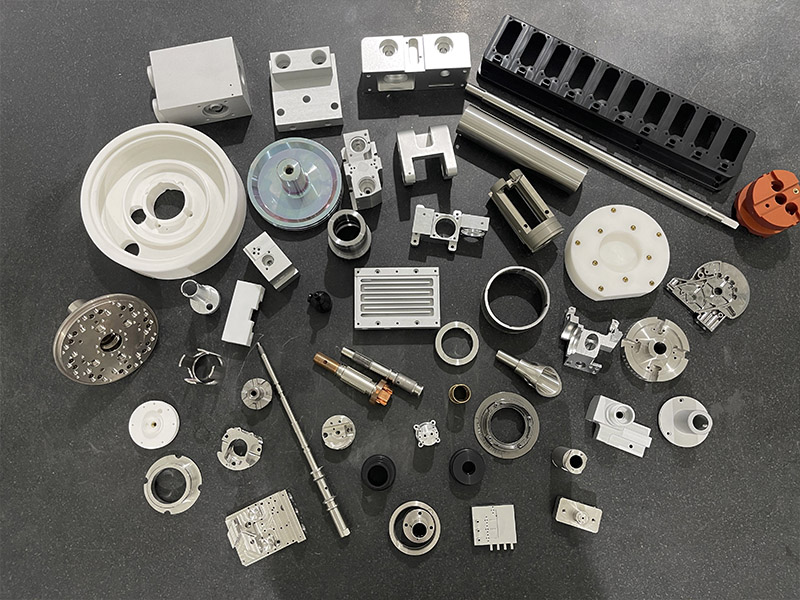
Material
Diversifierat CNC-bearbetningsmaterial
●Aluminiumlegering:A6061, A5052, A7075, A2024, A6063 etc.
●Rostfritt stål: SUS303, SUS304, SUS316, SUS316L, SUS420, SUS430, SUS301, etc.
●Kolstål:20#, 45# osv.
●Kopparlegering: H59, H62, T2, TU12, Qsn-6-6-3, C17200, etc.
●Volfram stål:YG3X, YG6, YG8, YG15, YG20C, YG25C, etc.
●Polymermaterial:PVDF, PP, PVC, PTFE, PFA, FEP, ETFE, EFEP, CPT, PCTFE, PEEK, etc.
●Kompositmaterial:kolfiberkompositmaterial, glasfiberkompositmaterial, keramiska kompositmaterial etc.
Avslutar
Avslutar flexibelt processen på begäran
●Plätering:Galvaniserad, guldplätering, nickelplätering, kromplätering, zinknickellegering, titanplätering, jonplätering, etc.
●Anodiserad: Hårdoxidation, klaranodiserad, färganodiserad, etc.
●Beläggning: Hydrofil beläggning, hydrofob beläggning, vakuumbeläggning, diamantliknande kol (DLC), PVD (gyllene TiN, svart:TiC, silver: CrN).
●Putsning:Mekanisk polering, elektrolytisk polering, kemisk polering och nanopolering.
Annan specialbearbetning och ytbehandlingar på begäran.


Värmebehandling
Vakuumsläckning:Delen värms upp i vakuum och kyls sedan med gas i kylkammaren.Neutral gas användes för gaskylning, och rent kväve användes för vätskekylning.
Tryckavlastning: Genom att värma upp materialet till en viss temperatur och hålla det under en tid kan restspänningen inuti materialet elimineras.
Karbonitrering: Karbonitrering hänvisar till processen att infiltrera kol och kväve i stålytskiktet, vilket kan förbättra stålets hårdhet, styrka, slitstyrka och anti-beläggning.
Kryogen behandling:Det flytande kvävet används som köldmedium för att behandla materialet under -130 °C, för att uppnå syftet att ändra materialegenskaperna.
Kvalitetskontroll
Mål: Noll defekter
Delarprocessflöde och kvalitetskontrollprocedur:
1. Dokumentkontrollteamet hanterar alla ritningar för att garantera säkerheten för kundens konfidentiella information och hålla journalen spårbar.
2. Kontraktsgranskning, ordergranskning och processgranskning för att säkerställa att kunden helt förstår kundens krav.
3. ECN-kontroll, ERP-streckkod (relaterad till arbetare, ritning, material och all process).Implementera SPC, MSA, FMEA och andra kontrollsystem.
4. Implementera IQC,IPQC,OQC.
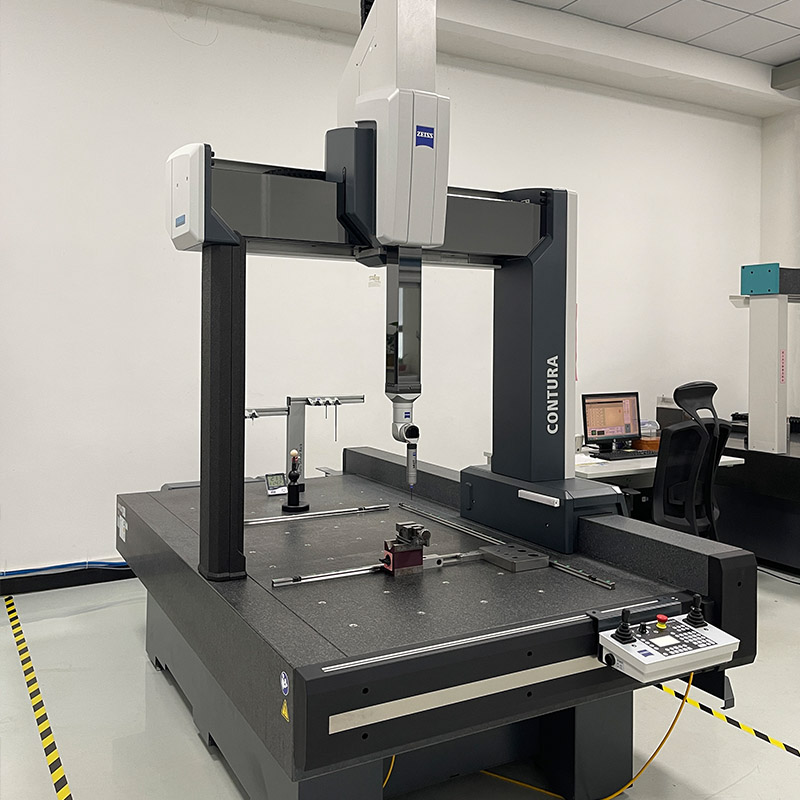
| Maskintyp | Maskinens namn | varumärke | Härstamning | Kvantitet | Precision (mm) |
| Kvalitetsinspektionsmaskin | Tre koordinater | Wenzel | Tyskland | 5 | 0,003 mm |
| Zeiss Contura | Tyskland | 1 | 1,8 um | ||
| Bildmätinstrument | Bra syn | Kina | 18 | 0,005 mm | |
| Höjdmätare | Mitutoyo/Tesa | Japan/Schweiz | 26 | ±0,001 -0,005 mm | |
| Spektrumanalysator | Spectro | Tyskland | 1 | - | |
| Grovhetstestare | Mitutoyo | Japan | 1 | - | |
| Galvanisk filmtjockleksmätare | - | Japan | 1 | - | |
| Mikrometersok | Mitutoyo | Japan | 500+ | 0,001 mm/0,01 mm | |
| Ringmätare Nålmätare | Nagoya/Chengdu mätverktyg | Japan/Kina | 500+ | 0,001 mm |
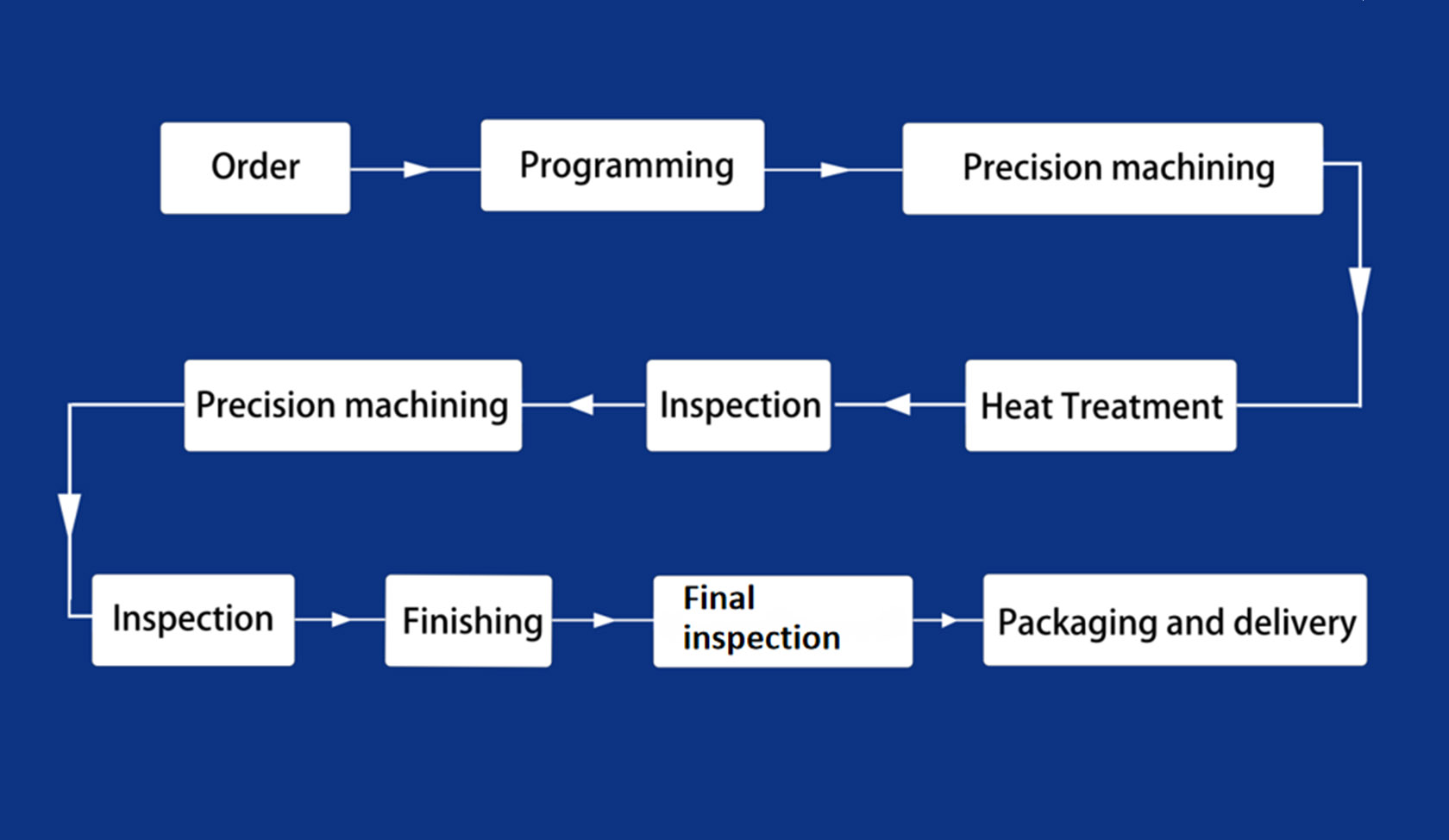
Kvalitetskontroll Flödes Chat
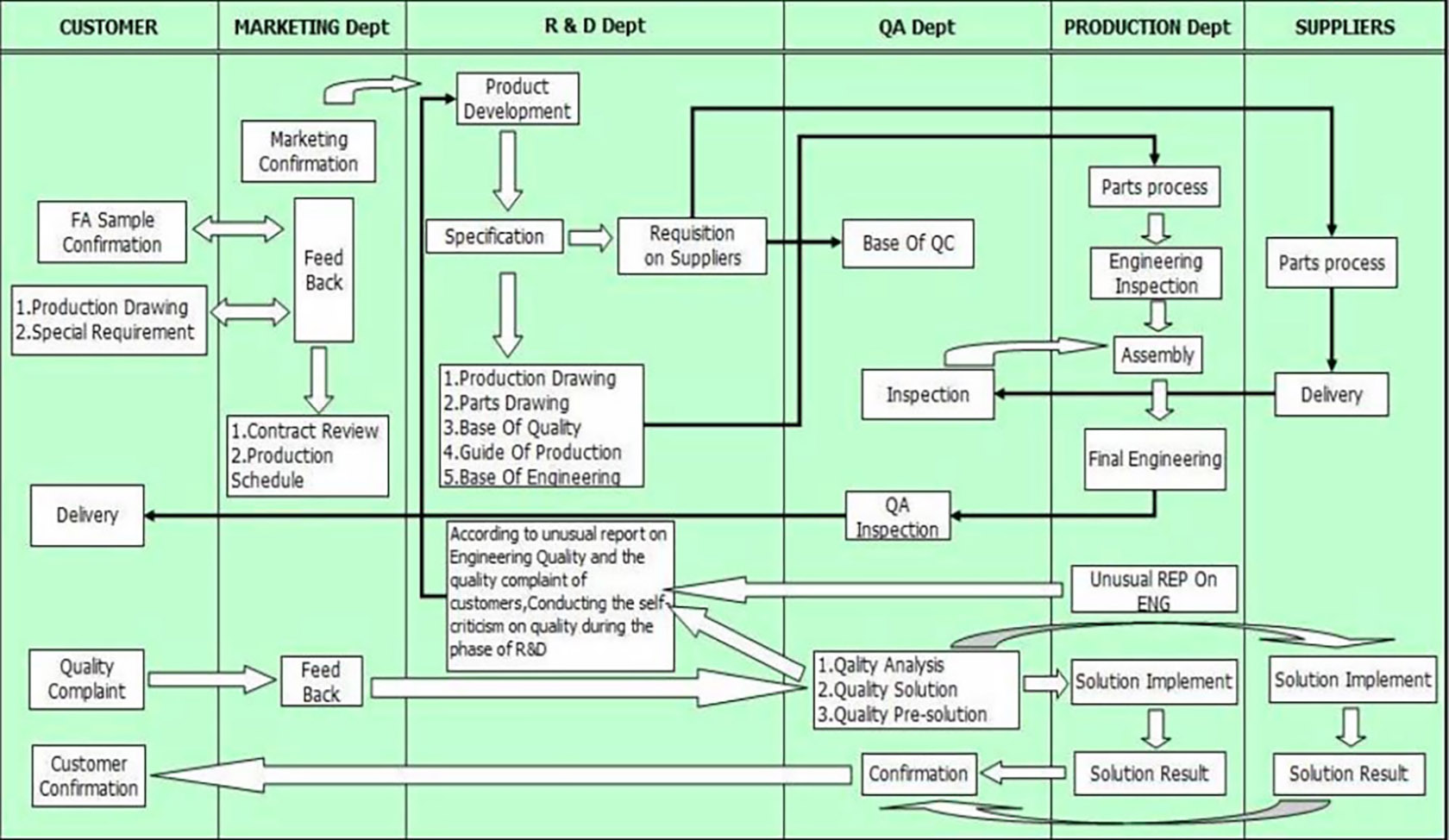
Bearbetningsprocessflöde