Хадамоти коркарди CNC
GPM як провайдери хидматрасонии касбии коркарди дақиқ аст.Мо таҷҳизоти пешрафтаи коркарди механикӣ ва муҳандисони бомаҳорат дорем, то ба мизоҷон хидматрасонии коркарди босифатро пешниҳод кунем.Ҳеҷ як прототипи метр ё истеҳсоли миқёси пурра, мо метавонем хидматҳои равандро пешниҳод кунем, ки усулҳои гуногуни коркард, аз қабили фреза, гардиш, пармакунӣ ва суфтакунӣ барои қонеъ кардани ниёзҳои гуногуни муштариёнро дар бар мегирад.Мо ба сифат ва самаранокӣ диққат медиҳем ва кафолат медиҳем, ки мизоҷонро дар муддати кӯтоҳтарин бо маҳсулот ва хидматҳои баландсифат таъмин кунем.

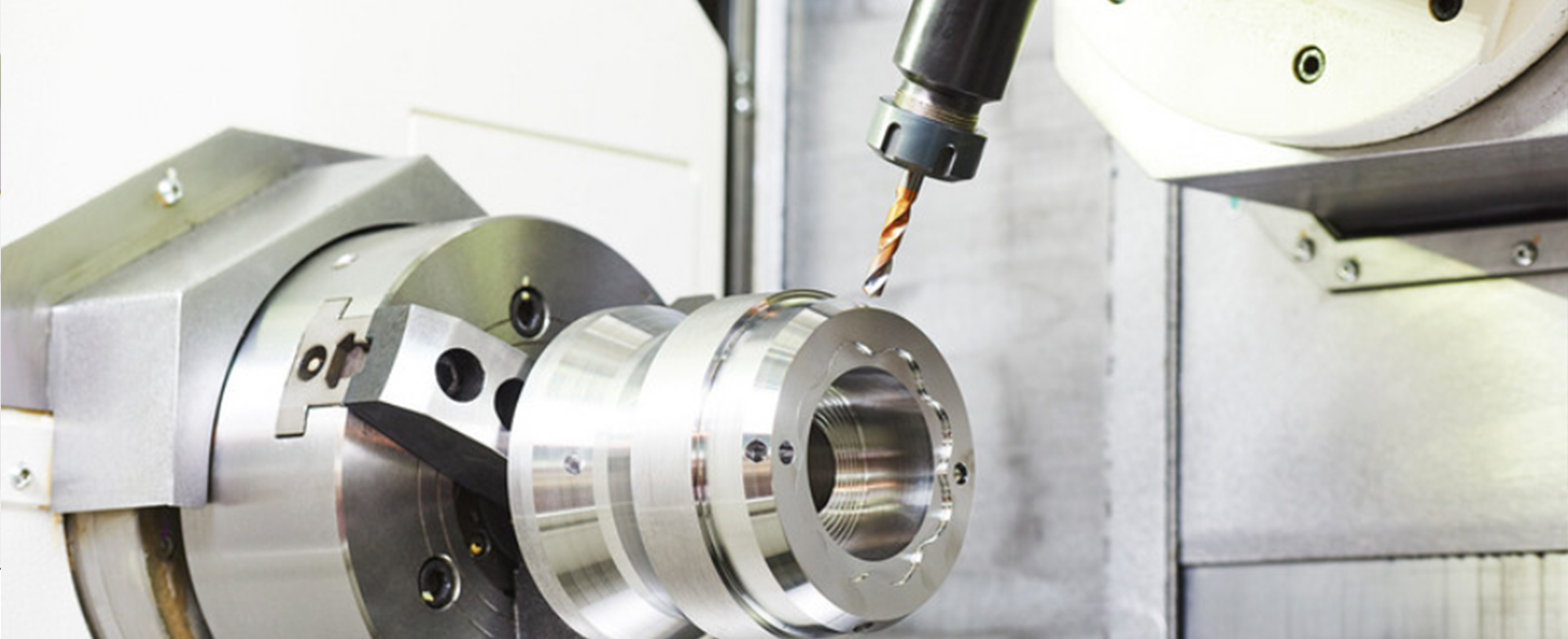
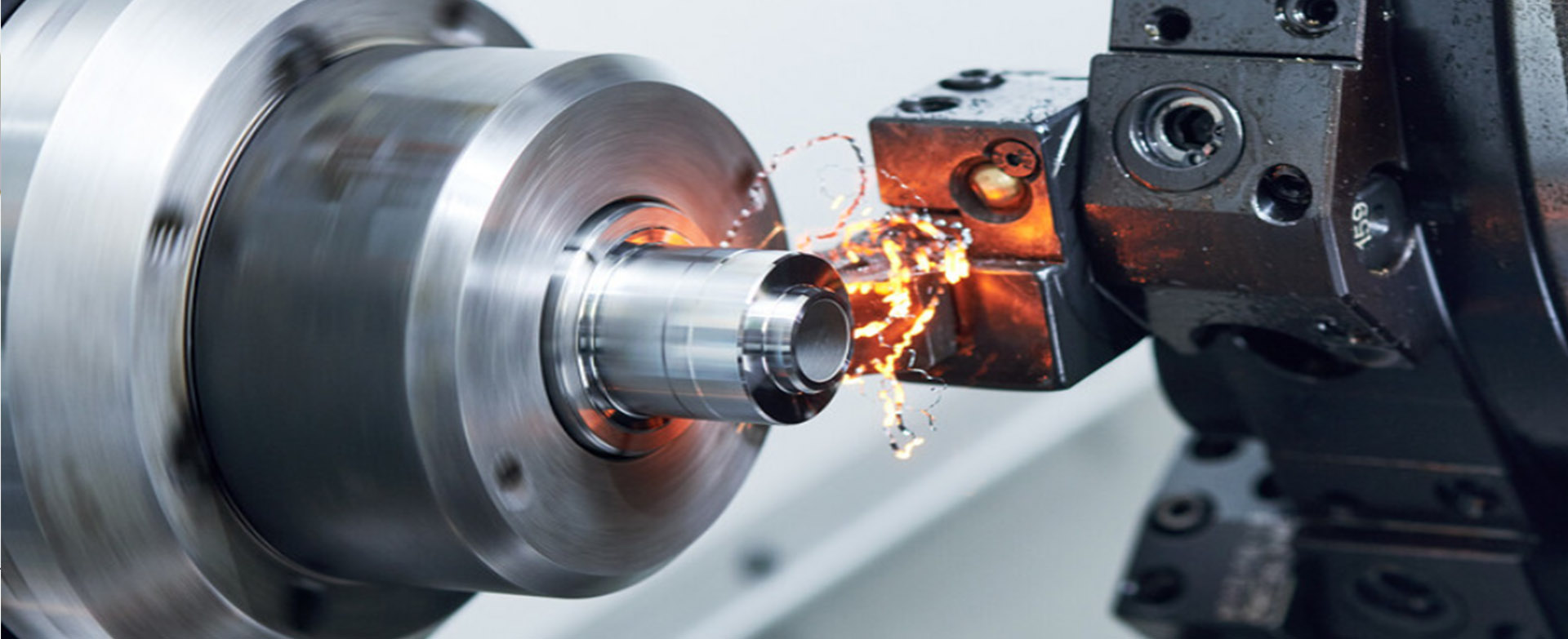
Фрезеркунии CNC чӣ гуна кор мекунад?
Фрезери CNC ё фрезери рақамии компютерӣ як технологияи дақиқи буридани металл мебошад, ки тавассути барномаи компютерӣ идора карда мешавад.Дар раванди фрезеркунии CNC, оператор аввал қисмро бо истифода аз нармафзори CAD тарроҳӣ мекунад ва сипас тарроҳиро ба рамзҳои дастурӣ табдил медиҳад, ки дорои параметрҳо ба монанди роҳи асбоб, суръат ва суръати интиқол тавассути нармафзори CAM мебошанд.Ин рамзҳо ба контролери асбоби мошини CNC ворид карда мешаванд, то асбоби мошинро барои иҷрои амалиёти худкори фреза роҳнамоӣ кунад.
Дар фрезеркунии CNC, шпиндель асбобро барои гардиш мегардонад, дар ҳоле ки миз дар меҳварҳои X, Y ва Z ҳаракат мекунад, то ки қисмати корро дақиқ бурад.Системаи CNC кафолат медиҳад, ки ҳаракати асбоб ба сатҳи микрон дақиқ аст.Ин раванди хеле автоматикунонидашуда ва такроршаванда на танҳо корҳои мураккаби буришро, аз қабили сатҳҳои каҷ ва фрезери бисёр меҳварро иҷро мекунад, балки инчунин самаранокии истеҳсолот ва мутобиқати қисмҳоро беҳтар мекунад.Фасеҳии фрезеркунии CNC ба он имкон медиҳад, ки ба осонӣ ба тағйироти тарроҳӣ мутобиқ шавад ва он метавонад ба эҳтиёҷоти гуногуни истеҳсолӣ тавассути тағир додан ё дубора барномасозӣ қонеъ кунад.
Барои фрезери CNC кадом таҷҳизот лозим аст?
Афзалиятҳо ва барномаҳои фрезери панҷ меҳвари CNC кадомҳоянд?
Технологияи фрезеркунии панҷ меҳвари CNC бо дақиқии баланд, самаранокии баланд ва қобилияти коркарди пурқуввати худ дар саноати истеҳсолӣ мавқеи муҳимро ишғол мекунад.Дар муқоиса бо фрезери анъанавии се меҳвари CNC, фрезери панҷ меҳвари CNC метавонад роҳҳои мураккабтари асбобҳо ва озодии бештари коркардро таъмин кунад.Он ба асбоб имкон медиҳад, ки дар як вақт дар панҷ меҳвари гуногун ҳаракат ва гардиш кунад ва барои коркарди дақиқтар ва самараноки паҳлӯҳо, кунҷҳо ва сатҳи мураккаби каҷшудаи қисмҳои корӣ имкон медиҳад.
Бартарии фрезери панҷ меҳвари CNC дар он аст, ки он самаранокии истеҳсолот ва сифати коркардро ба таври назаррас беҳтар мекунад.Бо кам кардани эҳтиёҷоти тазиқи ва ҷойгиркунии ҷойгиркунӣ, он имкон медиҳад, ки дар як насб коркарди якчанд чеҳраҳоро таъмин карда, вақт ва хароҷоти истеҳсолиро ба таври назаррас коҳиш диҳад.Илова бар ин, ин технология метавонад такмили беҳтари сатҳи рӯизаминӣ ва назорати дақиқи андозагириро дар масолеҳи коркарднашаванда ба даст орад ва ба ин васила талаботро ба қисмҳои дақиқи баланд дар соҳаҳои кайҳонӣ, мошинсозӣ, қолабӣ ва дастгоҳҳои тиббӣ қонеъ гардонад.
Барои фрезери CNC кадом таҷҳизот лозим аст?
Намудҳои маъмули таҷҳизоти фрезери CNC асосан марказҳои коркарди амудӣ, марказҳои коркарди уфуқӣ ва мошинҳои фрезери CNC мебошанд.Марказҳои коркарди амудӣ аз сабаби суръати баланд, дақиқии баланд ва самаранокии баланди онҳо дар истеҳсоли партия ва истеҳсоли як порча васеъ истифода мешаванд.Марказҳои коркарди уфуқӣ барои коркарди дақиқи қисмҳои калон ё қисмҳои дорои шаклҳои мураккаб мувофиқанд.Мошинҳои фрезеркунии CNC бо сабаби чандирӣ ва мутобиқшавӣ ба таҷҳизоти афзалиятнок барои истеҳсоли қолаб ва коркарди мураккаби рӯизаминӣ табдил ёфтанд.Интихоб ва истифода бурдани ин тачхизот ба самара ва сифати коркарди механикй бевосита вобаста аст.Бо беҳсозии равандҳои тарроҳӣ ва истеҳсолӣ, технологияи фрезери CNC минбаъд низ ба навоварӣ ва рушд дар саноати истеҳсолӣ мусоидат хоҳад кард.
Технологияи фрезеркунии панҷ меҳвари CNC бо дақиқии баланд, самаранокии баланд ва қобилияти коркарди пурқуввати худ дар саноати истеҳсолӣ мавқеи муҳимро ишғол мекунад.Дар муқоиса бо фрезери анъанавии се меҳвари CNC, фрезери панҷ меҳвари CNC метавонад роҳҳои мураккабтари асбобҳо ва озодии бештари коркардро таъмин кунад.Он ба асбоб имкон медиҳад, ки дар як вақт дар панҷ меҳвари гуногун ҳаракат ва гардиш кунад ва барои коркарди дақиқтар ва самараноки паҳлӯҳо, кунҷҳо ва сатҳи мураккаби каҷшудаи қисмҳои корӣ имкон медиҳад.Бартарии фрезери панҷ меҳвари CNC дар он аст, ки он самаранокии истеҳсолот ва сифати коркардро ба таври назаррас беҳтар мекунад.Бо кам кардани эҳтиёҷоти тазиқи ва ҷойгиркунии ҷойгиркунӣ, он имкон медиҳад, ки дар як насб коркарди якчанд чеҳраҳоро таъмин карда, вақт ва хароҷоти истеҳсолиро ба таври назаррас коҳиш диҳад.Илова бар ин, ин технология метавонад такмили беҳтари сатҳи рӯизаминӣ ва назорати дақиқи андозагириро дар масолеҳи коркарднашаванда ба даст орад ва ба ин васила талаботро ба қисмҳои дақиқи баланд дар соҳаҳои кайҳонӣ, мошинсозӣ, қолабӣ ва дастгоҳҳои тиббӣ қонеъ гардонад.
Афзалиятҳо ва барномаҳои фрезери панҷ меҳвари CNC кадомҳоянд?
Фрезери CNC
Коркарди 3-меҳвар, 4-меҳвар, 5-меҳвар
Фрезеркунии CNC метавонад ба шумо барои ноил шудан ба дақиқии баланд, самаранокии баланд ва коркарди такрорӣ кӯмак кунад ва метавонад шаклҳои гуногуни мураккаб, қисмҳои кори калон ва хурдро барои кам кардани амалиёти дастӣ, беҳтар кардани самаранокии истеҳсолот ва сифат, кам кардани давраҳои истеҳсолӣ ва хароҷоти истеҳсолӣ идора кунад.
Рӯйхати мошини CNC Freze дар GPM
| Номи мошин | Бренд | Ҷои пайдоиш | Зарбаи максималии коркард (мм) | Миқдор | Дақиқӣ (мм) |
| Панҷ меҳвар | Окума | Япония | 400X400X350 | 8 | ±0,003-0,005 |
| Панҷ меҳвари баландсуръат | Ҷинг Дяо | Хитой | 500X280X300 | 1 | ±0,003-0,005 |
| Чор меҳвари уфуқӣ | Окума | Япония | 400X400X350 | 2 | ±0,003-0,005 |
| Чор меҳвари амудӣ | Мазак / Бародар | Япония | 400X250X250 | 32 | ±0,003-0,005 |
| Механизми гантри | Тайкан | Хитой | 3200X1800X850 | 6 | ±0,003-0,005 |
| Коркарди пармакунии баландсуръат | Бародар | Япония | 3200X1800X850 | 33 | - |
| Се меҳвар | Мазак/Префект-Жет | Ҷопон/Чин | 1000X500X500 | 48 | ±0,003-0,005 |
Чӣ тавр гардиши CNC кор мекунад?
Гардиши CNC як раванди буридани металл тавассути идоракунии дастгоҳи токарӣ тавассути иҷрои барномаи пешакӣ аз ҷониби компютер мебошад.Ин технологияи истеҳсолии интеллектуалӣ дар саноати мошинсозӣ ба таври васеъ истифода мешавад ва метавонад қисмҳои гуногуни мураккаб ва нозукро самаранок ва дақиқ истеҳсол кунад.Пардохти CNC на танҳо дараҷаи баланди автоматизатсия ва такроршавандаро таъмин мекунад, балки инчунин барои амалиёти мураккаби буриш, аз қабили фрезери рӯизаминӣ ва фрезери бисёр меҳвар имкон медиҳад, ки самаранокии истеҳсолот ва мутобиқати қисмҳоро хеле беҳтар кунад.Илова бар ин, аз сабаби чандирии баланди худ, гардиши CNC метавонад ба осонӣ ба тағйироти тарроҳӣ мутобиқ шавад ва эҳтиёҷоти гуногуни истеҳсолиро бо тағироти оддӣ ё азнавбарномасозӣ ба даст овардан мумкин аст.

Фарқи байни гардиши CNC ва гардиши анъанавӣ чӣ гуна аст?
Муқоиса байни гардиши CNC ва гардиши анъанавӣ ду технологияи гардишро аз давраҳои гуногун дар бар мегирад.Гардиши анъанавӣ як усули коркардест, ки ба маҳорат ва таҷрибаи оператор такя мекунад, дар ҳоле ки гардиши CNC ҳаракат ва коркарди дастгоҳро тавассути барномаи компютерӣ назорат мекунад.Гардиши CNC дақиқтар ва такрорпазириро таъмин мекунад ва метавонад қисмҳои мураккабтарро дар муддати кӯтоҳ коркард кунад.Илова бар ин, гардиши CNC метавонад тавассути беҳсозии роҳҳои асбобҳо ва параметрҳои коркард самаранокии истеҳсолотро беҳтар ва хароҷотро коҳиш диҳад.Баръакс, гардиши анъанавӣ метавонад ҳангоми коркарди қисмҳои мураккаб ислоҳоти бештари дастӣ ва давраҳои тӯлонии истеҳсолиро талаб кунад.Хулоса, гардиши CNC дар истеҳсолоти муосир бо дараҷаи баланди автоматизатсия ва дақиқии худ ба таври васеъ истифода шудааст, дар ҳоле ки гардиши анъанавӣ тадриҷан бо ҳолатҳои мушаххас ё ҳамчун илова ба гардиши CNC маҳдуд карда шудааст.
Гардиши CNC
Токарии CNC, қадами аслӣ, мошини буридан
Turning CNC дар коркарди қисмҳои корӣ дар соҳаҳои автомобилсозӣ, мошинсозӣ, авиатсия ва кайҳонӣ васеъ истифода мешавад.Дар саноати истеҳсоли дискретӣ, CNC Turning яке аз технологияҳои калидӣ мебошад, ки ба шумо барои ноил шудан ба коркарди ҳаҷми баланд ва дақиқи баланд кӯмак мекунад.
Рӯйхати мошини гардиши CNC дар GPM
| Навъи мошин | Номи мошин | Бренд | Ҷои пайдоиш | Зарбаи максималии коркард (мм) | Миқдор | Дақиқӣ (мм) |
| Гардиши CNC | Қадамҳои асосӣ | Шаҳрванд / Ситора | Япония | Ø25X205 | 8 | ±0,002-0,005 |
| Таъминкунандаи корд | Мияно/Такисава | Ҷопон/Тайван, Чин | Ø108X200 | 8 | ±0,002-0,005 | |
| Токарии CNC | Окума/Цугами | Ҷопон/Тайван, Чин | Ø350X600 | 35 | ±0,002-0,005 | |
| Лати амудӣ | Гудвей | Тайван, Хитой | Ø780X550 | 1 | ±0,003-0,005 |
Чаро барои коркарди қисмҳои дастос CNC истифода мешавад?
Суфтакунии CNC, ки тавассути як барномаи компютерӣ назорат карда мешавад, метавонад дақиқии бениҳоят баланди коркард ва такроршавандаро ба даст орад, ки барои истеҳсоли қисмҳои баландсифат ва пайваста муҳим аст.Он ба коркарди хуби геометрияҳои мураккаб имкон медиҳад ва ба эҳтиёҷоти истеҳсолии сатҳҳои гуногуни мураккаб мутобиқат мекунад.Илова бар ин, суфтакунии CNC самаранокии истеҳсолотро ба таври назаррас беҳтар мекунад ва хароҷотро тавассути оптимизатсияи роҳҳо ва параметрҳои коркард коҳиш медиҳад.Ғайр аз он, чандирӣ ва мутобиқшавии он маънои онро дорад, ки он метавонад ба тағйироти тарроҳӣ зуд мутобиқ шавад ва онро барои прототипсозии босуръат ва истеҳсоли ҳаҷм беҳтарин месозад.Аз ин рӯ, суфтакунии CNC як раванди ҷудонашавандаи истеҳсолӣ барои соҳаҳое мебошад, ки барои иҷрои аъло ва муҳандисии дақиқ саъй мекунанд.
Мошинҳои суфтакунандаи CNC аз рӯи сохтор ва вазифаи худ ба навъҳои зиёд тақсим мешаванд, аз ҷумла суфтакунакҳои рӯизаминӣ, суфтакунакҳои мизи даврӣ, суфтакунандаи профил ва ғайра.Онҳо бо дақиқии баланд ва сатҳи баланд хосанд, ки барои коркарди плитаҳои калон ё истеҳсоли оммавии қисмҳои хурд хеле мувофиқанд.Мошинҳои суфтакунандаи мизи гардиши CNC, аз ҷумла суфтакунакҳои силиндрии дохилӣ ва берунии CNC, махсусан барои дастос кардани диаметрҳои дарунӣ ва берунии қисмҳои даврашакл истифода мешаванд.Ин мошинҳо қобилияти назорати диаметри хеле дақиқ доранд ва барои истеҳсоли подшипникҳо, фишангҳо ва дигар қисмҳои силиндрӣ беҳтарин мебошанд.Мошинҳои суфтакунандаи профили CNC, ба монанди суфтакунакҳои каҷи CNC, барои майда кардани шаклҳои мураккаби контурӣ тарҳрезӣ шудаанд.Онҳо дар истеҳсоли қолаб ва истеҳсоли қисмҳои мураккаб васеъ истифода мешаванд, ки дар он ҷо коркарди дақиқ ва ҷузъиёт талаботи асосӣ мебошанд.
Кадом таҷҳизот барои дастоскунии CNC маъмулан истифода мешавад?
Чӣ тавр EDM кор мекунад?
EDM Electrospark Machining, номи пурраи "Машинаи разряди барқӣ" як усули коркардест, ки принсипи зангзании шарораи барқро барои тоза кардани маводи металлӣ истифода мебарад.Принсипи кории он тавлиди ҳарорати баланди маҳаллӣ барои гудохтан ва бухор кардани мавод тавассути разряди импулс дар байни электрод ва порчаи кор аст, то ба ҳадафи коркард ноил шавад.EDM Electrospark Machining ба таври васеъ дар истеҳсоли қолаб, аэрокосмикӣ, электроника, таҷҳизоти тиббӣ ва дигар соҳаҳо, махсусан барои коркарди масолеҳ ва қисмҳои коркарди душвор бо шаклҳои мураккаб истифода мешавад.Бартарии он дар он аст, ки он метавонад дақиқии баланд ва сифати баланди рӯизаминиро ба даст орад, дар ҳоле ки фишори механикӣ ва минтақаи аз гармӣ осебдида, муқовимати фарсудашавӣ ва муқовимати зангзании қисмҳоро беҳтар мекунад.Илова бар ин, EDM Electrospark Machining инчунин метавонад ба андозаи муайян сайқал додани дастиро иваз кунад, самаранокии истеҳсолотро беҳтар кунад ва хароҷотро кам кунад.
Суфтакунӣ ва буридани сим
Беҳтар кардани дақиқӣ ва сифати коркард
Технологияи ёрирасони коркарди дақиқ, аз қабили суфтакунӣ ва буридани сим, метавонад асбобҳо ва усулҳои дақиқтари коркардро таъмин кунад, ки метавонад хатогиҳоро дар ҷараёни коркард назорат кунад ва ба ин васила дақиқии коркард ва сифати қисмҳоро тавассути усулҳо ва технологияҳои гуногуни коркард беҳтар гардонад.Он метавонад қисмҳои шаклҳо ва маводи гуногунро коркард кунад ва инчунин иқтидор ва миқёси коркардро васеъ кунад.
Рӯйхати мошини дастос CNC & EDM мошини дар GPM
| Навъи мошин | Номи мошин | Бренд | Ҷои пайдоиш | Зарбаи максималии коркард (мм) | Миқдор | Дақиқӣ (мм) |
| дастос CNC | Осиёби калони об | Кент | Тайван, Хитой | 1000X2000X5000 | 6 | ±0,01-0,03 |
| Суфтакунии ҳавопаймо | Seedtec | Япония | 400X150X300 | 22 | ±0,005-0,02 | |
| Пардохти берунӣ ва дохилӣ | SPS | Хитой | Ø200X1000 | 5 | ±0,005-0,02 | |
| Буридани сими дақиқ | Сими давидан дақиқ | Ажи Чармиллз | Швейтсария | 200X100X100 | 3 | ±0,003-0,005 |
| EDM - равандҳо | Top-Edm | Тайван, Хитой | 400X250X300 | 3 | ±0,005-0,01 | |
| Буридани сим | Санду/Рижум | Хитой | 400X300X300 | 25 | ±0,01-0,02 |

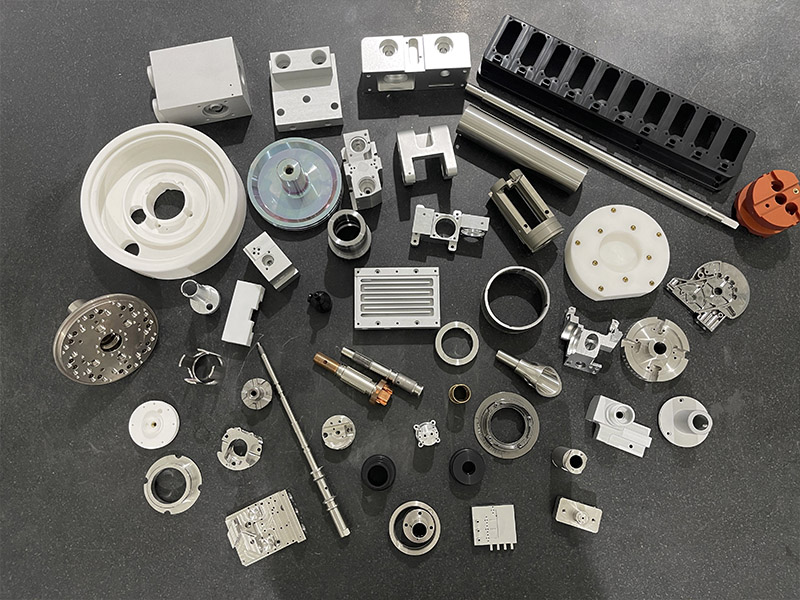
Материалхо
Маводҳои гуногуни коркарди CNC
●Хӯлаи алюминий:A6061, A5052, A7075, A2024, A6063 ва ғайра.
●Пулоди Зангнамезадагӣ: SUS303, SUS304, SUS316, SUS316L, SUS420, SUS430, SUS301 ва ғайра.
●Пӯлоди карбон:20#, 45# ва ғайра.
●Хӯлаи мис: H59, H62, T2, TU12, Qsn-6-6-3, C17200 ва ғайра.
●Пӯлоди волфрам:YG3X, YG6, YG8, YG15, YG20C, YG25C ва ғайра.
●Маводи полимерӣ:PVDF, PP, PVC, PTFE, PFA, FEP, ETFE, EFEP, CPT, PCTFE, PEEK ва ғайра.
●Маводҳои композитӣ:маводи таркибии нахи карбон, маводи таркибии нахи шиша, маводи таркибии сафолї ва ғайра.
Ба охир мерасад
Равандро мувофиқи дархост чандир ба анҷом мерасонад
●Пӯшидани:Галванӣ, тиллопӯшӣ, никелпӯшӣ, хромӣ, хӯлаи никели руҳ, пӯлоди титанӣ, плитаи ионӣ ва ғайра.
●Анодшуда: Оксидшавии сахт, анодизатсияи равшан, анодизатсияи ранг ва ғайра.
●Пӯшидани: Пӯшидани гидрофилӣ, қабати гидрофобӣ, қабати вакуумӣ, алмос ба монанди карбон (DLC), PVD (TiN тиллоӣ, сиёҳ: TiC, нуқра: CrN).
●Сайёркунӣ:Пардохти механикӣ, сайқал додани электролитӣ, сайқал додани кимиёвӣ ва нанополиш.
Дигар коркарди фармоишӣ ва ба итмом расидани дархост.


Табобати гармӣ
Хомӯш кардани вакуум:Кисмро дар вакуум гарм карда, баъд бо газ дар камераи хунуккунй хунук мекунанд.Барои хомӯш кардани газ гази нейтралӣ ва барои хомӯш кардани моеъ аз нитрогени соф истифода мешуд.
Барҳам додани фишор: Бо гарм кардани мавод то ҳарорати муайян ва нигоҳ доштани он, фишори боқимонда дар дохили маводро бартараф кардан мумкин аст.
Карбонитизатсия: Карбонитридкунӣ ба раванди воридшавии карбон ва нитроген ба қабати рӯизаминии пӯлод дахл дорад, ки метавонад сахтӣ, қувват, муқовимат ба фарсудашавӣ ва зидди мусодираи пӯлодро беҳтар кунад.
Табобати криогенӣ:Нитрогени моеъ ҳамчун яхдон барои коркарди мавод дар зери 130 °C истифода мешавад, то ба ҳадафи тағир додани хосиятҳои моддӣ ноил шавад.
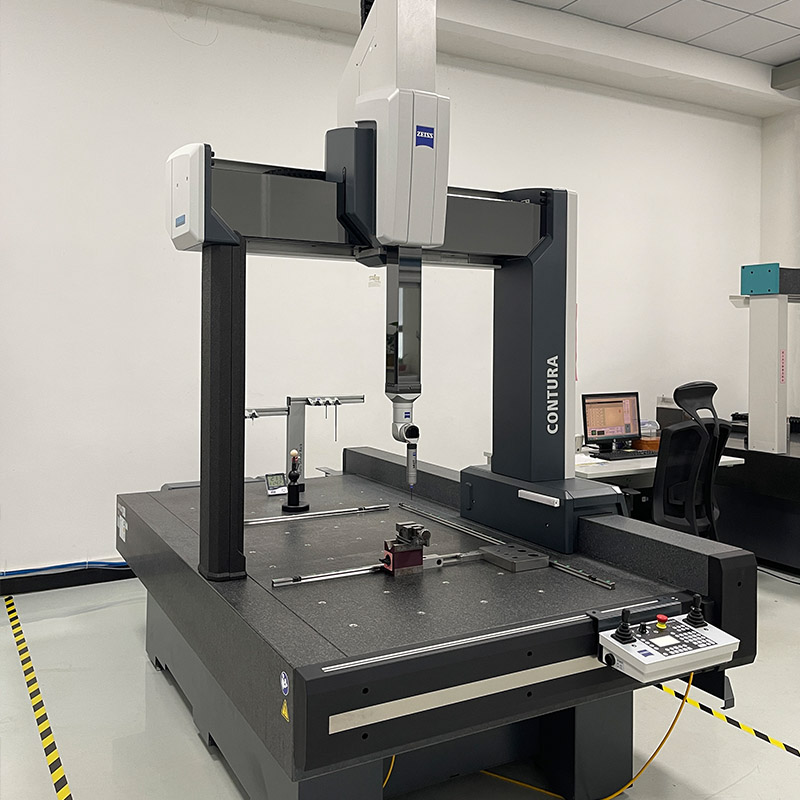
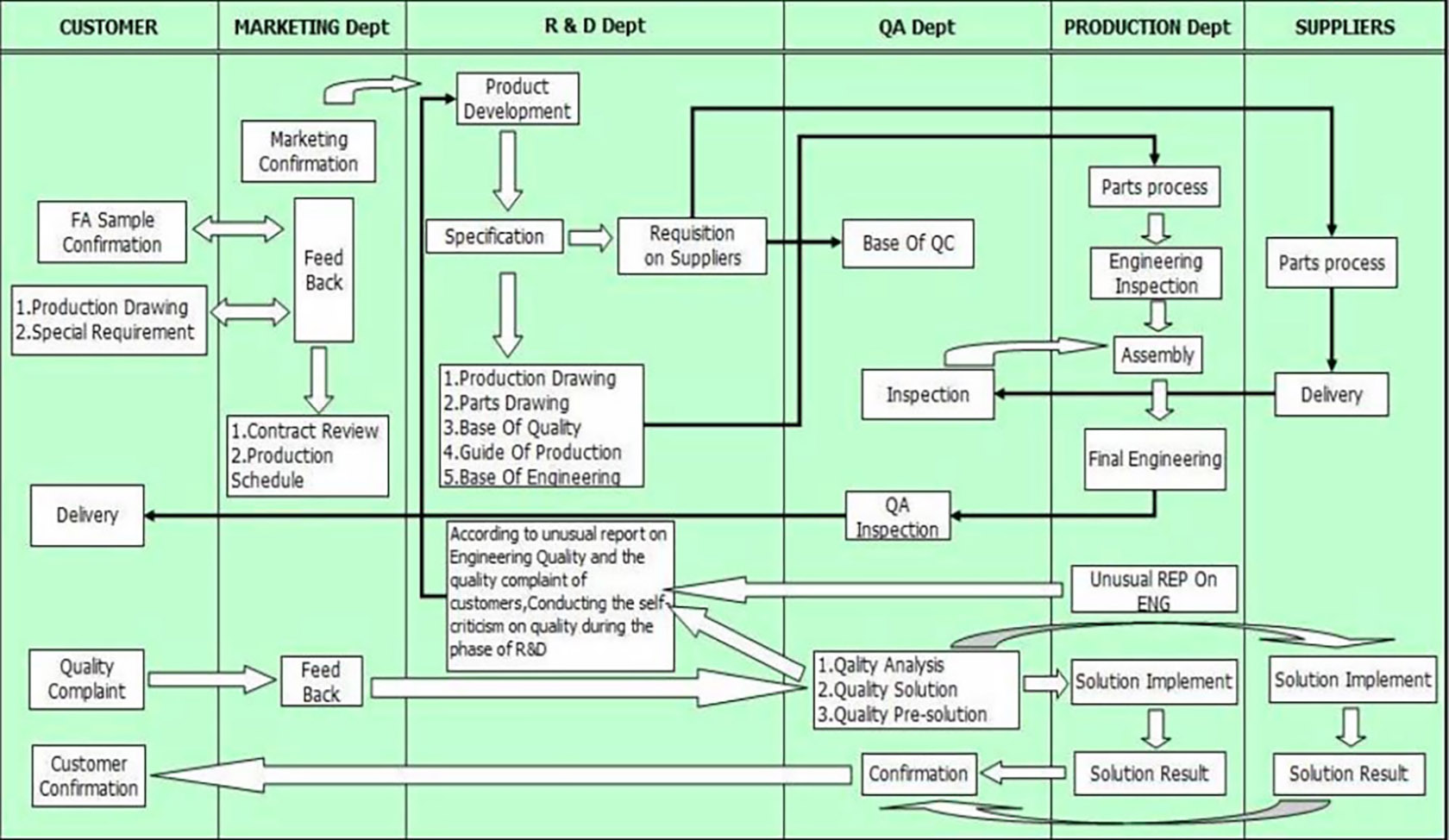
Назорати сифат
Ҳадаф: камбудиҳои сифр
Ҷараёни раванд ва тартиби назорати сифат:
1. Гурӯҳи назорати ҳуҷҷатҳо тамоми нақшаҳоро идора мекунад, то амнияти иттилооти махфии муштариро кафолат диҳад ва сабтро пайгирӣ кунад.
2. Баррасии шартнома, баррасии фармоиш ва баррасии раванд барои пурра дарк кардани талаботи муштарӣ.
3. Назорати ECN, штрих-коди ERP (вобаста ба коргар, расм, мавод ва тамоми раванд).Системаи идоракунии SPC, MSA, FMEA ва дигаронро татбиқ кунед.
4. Татбиқи IQC,IPQC,OQC.
| Навъи мошин | Номи мошин | Бренд | Ҷои пайдоиш | Миқдор | Дақиқӣ (мм) |
| Мошини санҷиши сифат | Се координата | Вензел | Олмон | 5 | 0,003мм |
| Зейс Контура | Олмон | 1 | 1,8ум | ||
| Асбоби ченкунии тасвир | Биниш хуб | Хитой | 18 | 0,005мм | |
| Олтиметр | Митутоё/Теса | Ҷопон/Швейтсария | 26 | ±0,001 -0,005мм | |
| Спектр таҳлилгари | Спектро | Олмон | 1 | - | |
| Санҷандаи ноҳамворӣ | Митутойо | Япония | 1 | - | |
| Ҳисобкунаки ғафсии плёнкаи электрикӣ | - | Япония | 1 | - | |
| Калипер микрометр | Митутойо | Япония | 500+ | 0,001мм/0,01мм | |
| Андозаи ҳалқаи сӯзан | Асбоби андозагирии Нагоя/Ченду | Ҷопон/Чин | 500+ | 0,001мм |
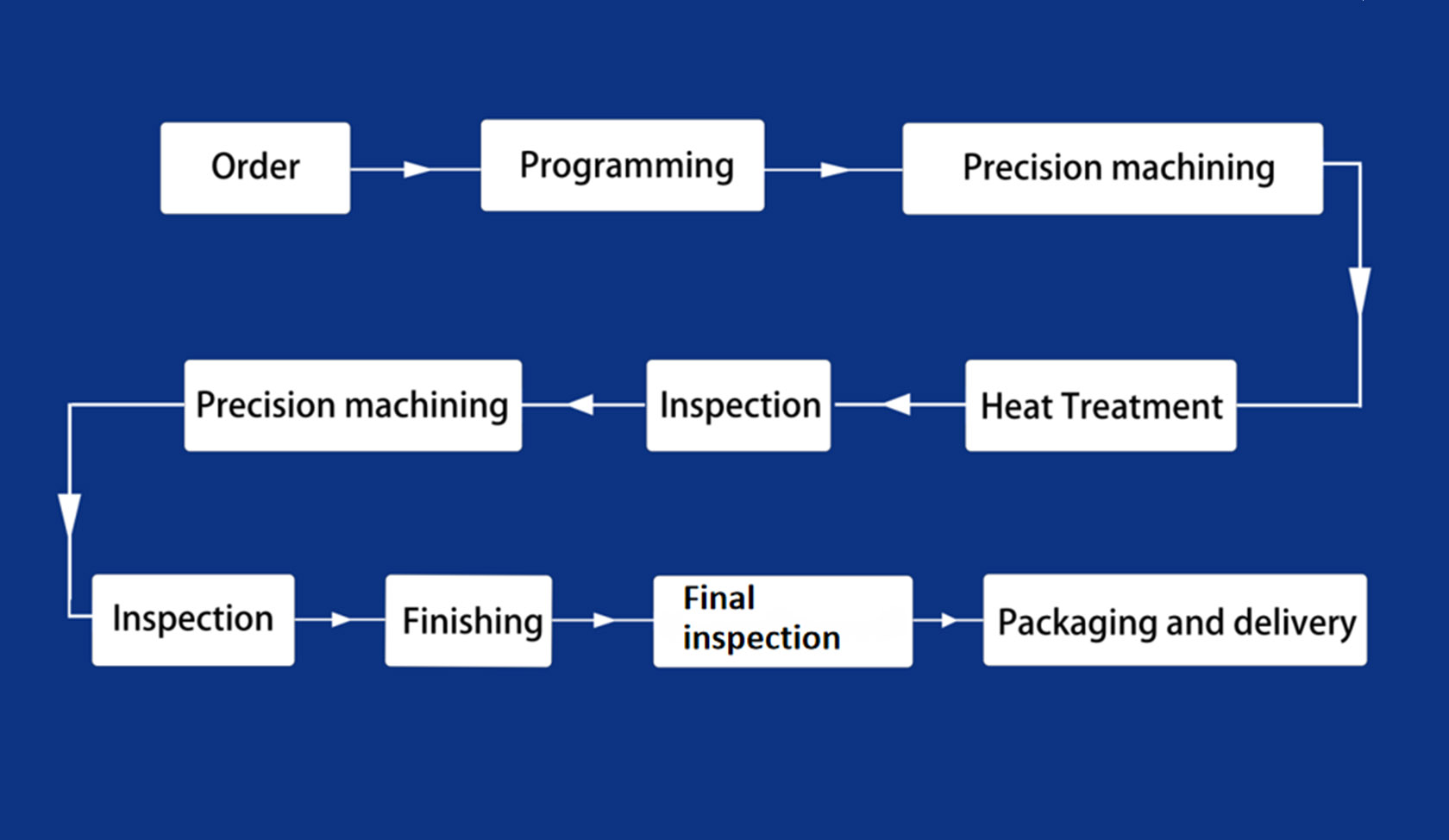
Чати ҷараёни назорати сифат
Раванди коркард