CNC enjamlaşdyryş hyzmaty
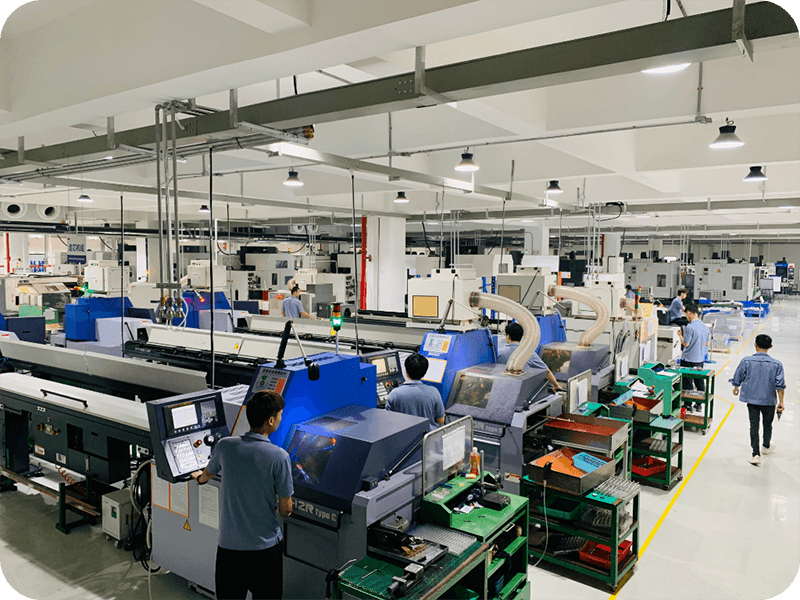
GPM professional takyk işleýiş hyzmatyny üpjün ediji.Müşderilere ýokary hilli gaýtadan işlemek hyzmatlaryny bermek üçin ösen mehaniki gaýtadan işleýän enjamlarymyz we ökde inersenerlerimiz bar.Hiç hili ölçeg prototipi ýa-da doly göwrümli önümçilik ýok, biz müşderileriň dürli isleglerini kanagatlandyrmak üçin üwemek, öwrmek, burawlamak we üwemek ýaly dürli işleýiş usullaryny öz içine alyp bileris.Hil we netijelilige üns berýäris we müşderilere gysga wagtda ýokary hilli önümler we hyzmatlar bilen üpjün etmegi kepillendirýäris.

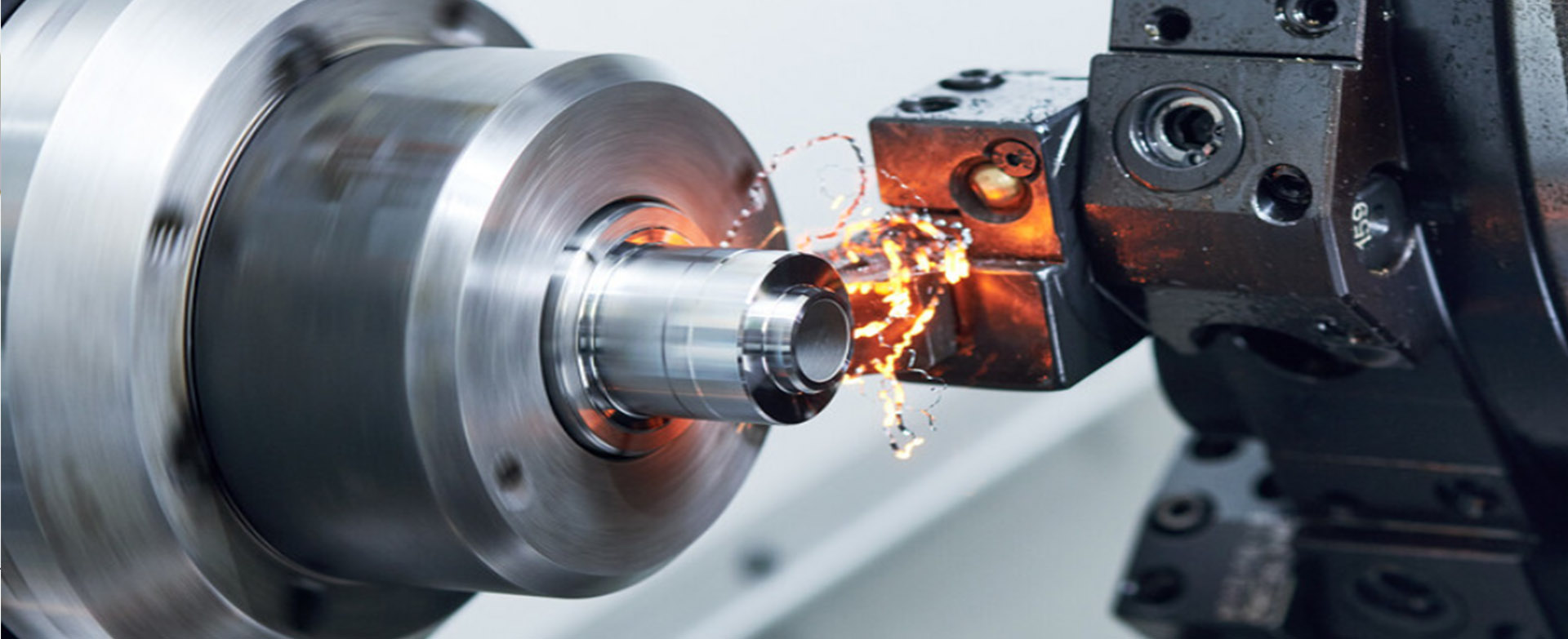
CNC freze işleýşi?
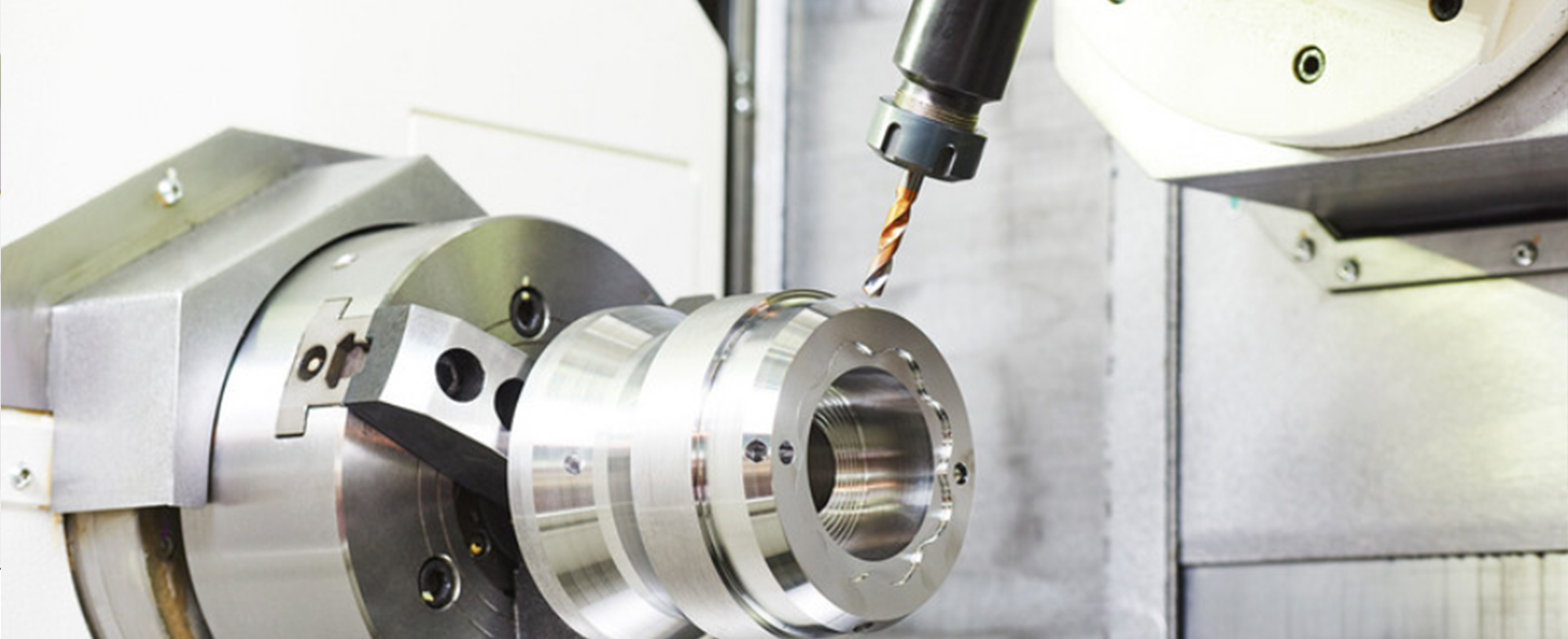
CNC freze ýa-da kompýuter san gözegçilik freze, kompýuter programmasy tarapyndan dolandyrylýan takyk metal kesmek tehnologiýasydyr.CNC freze prosesinde operator ilki bilen CAD programma üpjünçiligini ulanyp dizaýn edýär, soňra dizaýny CAM programma üpjünçiligi arkaly gural ýoly, tizlik we iýmit tizligi ýaly parametrleri öz içine alýan görkezme kodlaryna öwürýär.Bu kodlar, maşyn guralyny awtomatiki üwemek amallaryny ýerine ýetirmek üçin CNC maşyn guralynyň gözegçisine girizilýär.
CNC degirmeninde, iş bölegi takyk kesmek üçin tablisa X, Y we Z oklarynda hereket edende, pyrlanmak guraly herekete getirýär.CNC ulgamy, gurallaryň hereketiniň mikron derejesine takyk bolmagyny üpjün edýär.Bu ýokary awtomatlaşdyrylan we gaýtalanýan proses diňe bir egrilen ýüzler we köp okly degirmen ýaly çylşyrymly kesiş amallaryny ýerine ýetirmek bilen çäklenmän, önümçiligiň netijeliligini we bölek yzygiderliligini hem ýokarlandyrýar.CNC degirmeniniň çeýeligi, dizaýn üýtgemelerine aňsatlyk bilen uýgunlaşmaga mümkinçilik berýär we diňe üýtgetmek ýa-da gaýtadan programmirlemek arkaly dürli önümçilik zerurlyklaryny kanagatlandyryp biler.
CNC freze üçin haýsy enjam gerek?
Bäş okly CNC degirmeniniň artykmaçlyklary we ulanylyşy haýsylar?
Bäş okly CNC freze tehnologiýasy, ýokary takyklygy, ýokary netijeliligi we güýçli gaýtadan işlemek mümkinçilikleri bilen önümçilik pudagynda möhüm orny eýeleýär.Adaty üç okly CNC degirmeni bilen deňeşdirilende, bäş okly CNC degirmeni has çylşyrymly gural ýollaryny we has köp işlemek erkinligini üpjün edip biler.Guralyň bir wagtyň özünde bäş dürli okda hereket etmegine we aýlanmagyna mümkinçilik döredýär, gapdallary, burçlary we iş bölekleriniň çylşyrymly egrilen ýüzlerini has takyk we netijeli işlemäge mümkinçilik berýär.
Bäş okly CNC degirmeniniň artykmaçlygy, önümçiligiň netijeliligini we gaýtadan işlemegiň hilini ep-esli ýokarlandyrýar.Berklemek we ýerleşdirmek zerurlygyny azaltmak bilen, bir gurnamada birnäçe ýüzüň işlemegine mümkinçilik döredýär, önümçilik wagtyny we çykdajylaryny ep-esli azaldýar.Mundan başga-da, bu tehnologiýa ýerüsti gutarnykly we has kyn enjamlara has takyk ölçegli gözegçiligi gazanyp biler we şeýlelik bilen howa, awtoulag, galyndy we lukmançylyk enjamlary ýaly pudaklarda ýokary takyklyk böleklerine bolan islegi kanagatlandyryp biler.
CNC freze üçin haýsy enjam gerek?
CNC freze enjamlarynyň umumy görnüşlerine esasan dik işleýiş merkezleri, gorizontal işleýiş merkezleri we CNC freze maşynlary girýär.Dik işleýiş merkezleri ýokary tizligi, ýokary takyklygy we ýokary netijeliligi sebäpli partiýa önümçiliginde we bir bölek önümçiliginde giňden ulanylýar.Gorizontal işleýiş merkezleri uly bölekleri ýa-da çylşyrymly şekilli bölekleri takyk işlemek üçin amatlydyr.CNC freze maşynlary, çeýeligi we uýgunlaşmagy sebäpli galyndy öndürmek we çylşyrymly ýerüsti işlemek üçin ileri tutulýan enjamlara öwrüldi.Bu enjamlary saýlamak we ulanmak mehaniki gaýtadan işlemegiň netijeliligi we hili bilen gönüden-göni baglanyşyklydyr.Dizaýn we önümçilik amallaryny optimizirlemek bilen, CNC freze tehnologiýasy önümçilik pudagynda innowasiýa we ösüşi öňe sürer.
Bäş okly CNC freze tehnologiýasy, ýokary takyklygy, ýokary netijeliligi we güýçli gaýtadan işlemek mümkinçilikleri bilen önümçilik pudagynda möhüm orny eýeleýär.Adaty üç okly CNC degirmeni bilen deňeşdirilende, bäş okly CNC degirmeni has çylşyrymly gural ýollaryny we has köp işlemek erkinligini üpjün edip biler.Guralyň bir wagtyň özünde bäş dürli okda hereket etmegine we aýlanmagyna mümkinçilik döredýär, gapdallary, burçlary we iş bölekleriniň çylşyrymly egrilen ýüzlerini has takyk we netijeli işlemäge mümkinçilik berýär.Bäş okly CNC degirmeniniň artykmaçlygy, önümçiligiň netijeliligini we gaýtadan işlemegiň hilini ep-esli ýokarlandyrýar.Berklemek we ýerleşdirmek zerurlygyny azaltmak bilen, bir gurnamada birnäçe ýüzüň işlemegine mümkinçilik döredýär, önümçilik wagtyny we çykdajylaryny ep-esli azaldýar.Mundan başga-da, bu tehnologiýa ýerüsti gutarnykly we has kyn enjamlara has takyk ölçegli gözegçiligi gazanyp biler we şeýlelik bilen howa, awtoulag, galyndy we lukmançylyk enjamlary ýaly pudaklarda ýokary takyklyk böleklerine bolan islegi kanagatlandyryp biler.
Bäş okly CNC degirmeniniň artykmaçlyklary we ulanylyşy haýsylar?
CNC Milling
3 ok, 4 ok, 5 ok işlemek
CNC degirmeni ýokary takyklygy, ýokary netijeliligi we gaýtalanýan gaýtadan işlemegi gazanmaga kömek edip biler we el bilen edilýän amallary azaltmak, önümçiligiň netijeliligini we hilini ýokarlandyrmak, önümçilik siklini we önümçilik çykdajylaryny azaltmak üçin dürli çylşyrymly şekilleri, uly we kiçi eserleri dolandyryp biler.
GPM-de CNC freze maşynynyň sanawy
| Maşynyň ady | Marka | Gelip çykan ýeri | Maksimum maşyn urmagy (mm) | Mukdar | Takyklyk (mm) |
| Bäş ok | Okuma | Japanaponiýa | 400X400X350 | 8 | ± 0.003-0.005 |
| Bäş okly ýokary tizlik | Jing Diao | Hytaý | 500X280X300 | 1 | ± 0.003-0.005 |
| Dört ok gorizontal | Okuma | Japanaponiýa | 400X400X350 | 2 | ± 0.003-0.005 |
| Dört ok dik | Mazak / Dogan | Japanaponiýa | 400X250X250 | 32 | ± 0.003-0.005 |
| Gantry enjamlary | Taýkan | Hytaý | 3200X1800X850 | 6 | ± 0.003-0.005 |
| Speokary tizlikli buraw maşynlary | Dogan | Japanaponiýa | 3200X1800X850 | 33 | - |
| Üç ok | Mazak / Prefect-Jet | Japanaponiýa / Hytaý | 1000X500X500 | 48 | ± 0.003-0.005 |
CNC öwrümi nähili işleýär?
CNC öwrülişigi, kompýuter tarapyndan öňünden kesgitlenen programmanyň ýerine ýetirilmegi arkaly torna gözegçilik etmek arkaly metal kesmek prosesi.Bu akylly önümçilik tehnologiýasy, gaýtadan işleýän pudakda giňden ulanylýar we dürli çylşyrymly we näzik bölekleri netijeli we takyk öndürip biler.CNC öwrülişi diňe bir ýokary derejeli awtomatlaşdyrma we gaýtalanma mümkinçiligini üpjün etmän, eýsem ýerüsti freze we köp okly degirmen ýaly çylşyrymly kesiş amallaryna hem mümkinçilik döredýär, önümçiligiň netijeliligini we bölek yzygiderliligini ep-esli ýokarlandyrýar.Mundan başga-da, ýokary çeýeligi sebäpli CNC öwrülişi dizaýn üýtgemelerine aňsatlyk bilen uýgunlaşyp biler we ýönekeý üýtgeşmeler ýa-da gaýtadan programmirlemek arkaly dürli önümçilik zerurlyklaryna ýetip bolar.

CNC öwrülişi bilen adaty öwrümiň arasynda nähili tapawutlar bar?
CNC öwrümi bilen adaty öwrümiň arasyndaky deňeşdirme, dürli döwürlerden iki öwrüm tehnologiýasyny öz içine alýar.Adaty öwrüm, operatoryň başarnyklaryna we tejribesine daýanýan gaýtadan işlemek usulydyr, CNC öwrülişi bolsa kompýuter programmasy arkaly torna hereketine we gaýtadan işlenişine gözegçilik edýär.CNC öwrümi has takyklygy we gaýtalanmagy üpjün edýär we has gysga wagtda has çylşyrymly bölekleri gaýtadan işläp biler.Mundan başga-da, CNC öwrülişi gurallaryň ýollaryny we gaýtadan işlemegiň parametrlerini optimizirlemek arkaly önümçiligiň netijeliligini ýokarlandyryp we çykdajylary azaldyp biler.Munuň tersine, adaty öwrümler çylşyrymly bölekleri gaýtadan işlenende has köp el bilen düzedişleri we has uzyn önümçilik sikllerini talap edip biler.Gysgaça aýdylanda, ýokary derejeli awtomatlaşdyryş we takyklyk bilen häzirki zaman önümçiliginde CNC öwrülişigi giňden ulanyldy, adaty öwrüm kem-kemden belli bir ýagdaýlar ýa-da CNC öwrümine goşundy hökmünde çäklendirildi.
CNC öwrüm
CNC torna, esasy pyýada, kesiji maşyn
CNC Turning awtoulag, tehnika, awiasiýa we howa giňişliginde iş böleklerini gaýtadan işlemekde giňden ulanylýar.Aýry-aýry önümçilik pudagynda, CNC Turning, ýokary göwrümli, ýokary takyk gaýtadan işlemegi gazanmaga kömek edýän esasy tehnologiýalardan biridir.
GPM-de CNC öwrüm maşynynyň sanawy
| Maşyn görnüşi | Maşynyň ady | Marka | Gelip çykan ýeri | Maksimum maşyn urmagy (mm) | Mukdar | Takyklyk (mm) |
| CNC öwrüm | Esasy gezelenç | Raýat / Staryldyz | Japanaponiýa | Ø25X205 | 8 | ± 0.002-0.005 |
| Pyçak iýmitlendiriji | Miyano / Takisawa | Japanaponiýa / Taýwan, Hytaý | 8108X200 | 8 | ± 0.002-0.005 | |
| CNC torna | Okuma / Tsugami | Japanaponiýa / Taýwan, Hytaý | 50350X600 | 35 | ± 0.002-0.005 | |
| Dik çyzyk | Hoş gal | Taýwan, Hytaý | 80780X550 | 1 | ± 0.003-0.005 |
Bölekleri gaýtadan işlemek üçin näme üçin CNC üweýjini ulanyň?
Kompýuter programmasy tarapyndan dolandyrylýan CNC üweýji, ýokary hilli, yzygiderli bölekleri öndürmekde möhüm ähmiýete eýe bolan gaty ýokary işleýiş takyklygyna we gaýtalanmagyna ýetip biler.Çylşyrymly geometriýalary inçe işlemäge mümkinçilik berýär we dürli çylşyrymlylyklaryň önümçilik zerurlyklaryna uýgunlaşýar.Mundan başga-da, CNC üweýji önümçiligiň netijeliligini ep-esli ýokarlandyrýar we gaýtadan işlemegiň ýollaryny we parametrlerini optimizirlemek bilen çykdajylary azaldýar.Mundan başga-da, onuň çeýeligi we uýgunlaşmagy dizaýn üýtgeşmelerine çalt sazlanyp, çalt prototip ýazmak we göwrüm öndürmek üçin ideal edip biljekdigini aňladýar.Şonuň üçin CNC üweýji, ýokary öndürijilik we takyk in engineeringenerçilik ugrunda çalyşýan pudaklar üçin aýrylmaz önümçilik prosesi.
CNC üweýji maşynlary gurluşyna we işleýşine görä köp görnüşlere bölünip bilner, şol sanda ýerüsti ýylmaýjylar, aýlanýan stol üweýjiler, profil üweýjiler we ş.m. CNC üstü ýylmaýjy maşynlar, esasan tekiz ýa-da emele gelen ýüzleri üwemek üçin ulanylýar.Uly tabaklary gaýtadan işlemek ýa-da ownuk bölekleri köpçülikleýin öndürmek üçin örän amatly ýokary takyklyk we ýokary ýerüsti bezeg bilen häsiýetlendirilýär.Aýlaw stoly CNC ýylmaýjy maşynlar, şol sanda CNC içerki we daşarky silindr ýylmaýjy maşynlar, tegelek iş bölekleriniň içki we daşarky diametrlerini üwemek üçin ýörite ulanylýar.Bu maşynlar diametri takyk kesgitlemäge ukyply we podşipnikler, dişli we beýleki silindr bölekleri öndürmek üçin amatlydyr.CNC egriji ýylmaýjy ýaly profil CNC üweýji maşynlar, çylşyrymly kontur şekillerini üwemek üçin niýetlenendir.Olar galyndy önümçiliginde we takyk we jikme-jik işlemek esasy talaplar bolan çylşyrymly bölekleri öndürmekde giňden ulanylýar.
CNC üwemek üçin köplenç haýsy enjam ulanylýar?
EDM nähili işleýär?
EDM Electrospark Machining, doly ady "Elektriki zarýad beriş enjamy", metal materiallary aýyrmak üçin elektrik uçgunlarynyň poslamagy prinsipini ulanýan gaýtadan işleýiş usulydyr.Işleýiş ýörelgesi, gaýtadan işlemek maksadyna ýetmek üçin elektrod bilen iş böleginiň arasyndaky impuls akymynyň üsti bilen materiallary eretmek we bugarmak üçin ýerli ýokary temperaturany döretmekdir.“EDM Electrospark Machining” galyndy öndürmekde, howa giňişliginde, elektronikada, lukmançylyk enjamlarynda we beýleki ugurlarda, esasanam çylşyrymly materiallary we çylşyrymly şekilleri gaýtadan işlemek üçin giňden ulanylýar.Onuň artykmaçlygy, mehaniki stres we ýylylyga täsir edýän zonany azaltmak we bölekleriň könelmegine we poslama garşylygyny ýokarlandyrmak bilen bir hatarda ýokary takyklygy we ýerüsti hilini gazanyp biler.Mundan başga-da, “EDM Electrospark Machining” belli bir derejede el bilen ýuwulmagy çalşyp biler, önümçiligiň netijeliligini ýokarlandyryp we çykdajylary azaldyp biler.
Öwürmek we sim kesmek
Işlemegiň takyklygyny we hilini ýokarlandyrmak
Öwürmek we sim kesmek ýaly takyk işleýiş kömekçi tehnologiýasy, has takyk işleýiş gurallary we usullary bilen üpjün edip biler, bu işleýiş döwründe ýalňyşlyklara gözegçilik edip biler we şeýlelik bilen has köp dürli işleýiş usullary we tehnologiýalary bilen bölekleriň işleýiş takyklygyny we hilini ýokarlandyryp biler.Dürli şekilleriň we materiallaryň böleklerini gaýtadan işläp biler, şeýle hem gaýtadan işlemegiň kuwwatyny we gerimini giňeldip biler.
GPM-de CNC üweýji maşynyň we EDM maşynyň sanawy
| Maşyn görnüşi | Maşynyň ady | Marka | Gelip çykan ýeri | Maksimum maşyn urmagy (mm) | Mukdar | Takyklyk (mm) |
| CNC üweýji | Uly suw degirmeni | Kent | Taýwan, Hytaý | 1000X2000X5000 | 6 | ± 0.01-0.03 |
| Uçar üwürmek | Seedtec | Japanaponiýa | 400X150X300 | 22 | ± 0.005-0.02 | |
| Içerki we daşarky üweýiş | SPS | Hytaý | Ø200X1000 | 5 | ± 0.005-0.02 | |
| Takyk sim kesmek | Takyk dykyzlyk sim | Agie Charmilles | Şweýsariýa | 200X100X100 | 3 | ± 0.003-0.005 |
| EDM-amallar | Top-Edm | Taýwan, Hytaý | 400X250X300 | 3 | ± 0.005-0.01 | |
| Sim kesmek | Sandu / Rijum | Hytaý | 400X300X300 | 25 | ± 0.01-0.02 |

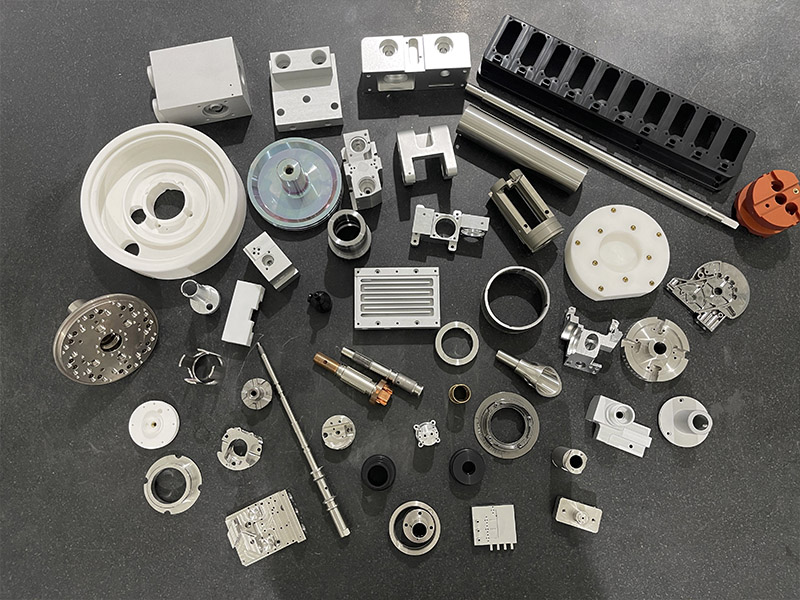
Materiallar
CNC gaýtadan işleýän materiallar
●Alýumin garyndysy:A6061, A5052, A7075, A2024, A6063 we ş.m.
●Poslamaýan polat: SUS303, SUS304, SUS316, SUS316L, SUS420, SUS430, SUS301 we ş.m.
●Uglerod polat:20 #, 45 # we ş.m.
●Mis garyndysy: H59, H62, T2, TU12, Qsn-6-6-3, C17200 we ş.m.
●Volfram polat:YG3X, YG6, YG8, YG15, YG20C, YG25C we ş.m.
●Polimer material:PVDF, PP, PVC, PTFE, PFA, FEP, ETFE, EFEP, CPT, PCTFE, PEEK we ş.m.
●Birleşdirilen materiallar:uglerod süýümi birleşdirilen materiallar, aýna süýümli birleşýän materiallar, keramiki birleşýän materiallar we ş.m.
Tamamlaýar
Talap boýunça prosesi çeýe tamamlaýar
●Plastinka:Galvanizli, altyn örtük, nikel örtük, hrom örtük, sink nikel garyndysy, titanium örtük, Ion örtük we ş.m.
●Anodlaşdyrylan: Gaty okislenme, arassa anodlaşdyrylan, reňk anodlaşdyrylan we ş.m.
●Örtük: Gidrofil örtük, gidrofob örtük, wakuum örtük, uglerod ýaly göwher (DLC), PVD (altyn TiN, gara: TiC, kümüş: CrN).
●Polishing:Mehaniki ýalpyldawuk, elektrolitiki ýalpyldawuk, himiki ýalpyldawuk we nano ýalpyldawuk.
Beýleki adaty gaýtadan işlemek we isleg boýunça tamamlanýar.


Atylylygy bejermek
Wakuum söndürmek:Bölümi vakuumda gyzdyrylýar we sowadyş kamerasynda gaz bilen sowadylýar.Bitarap gaz gazy söndürmek üçin, arassa azot bolsa suwuk söndürmek üçin ulanyldy.
Basyş ýeňillikleri: Materialy belli bir temperaturada gyzdyryp, belli bir wagtlap saklamak bilen, materialyň içindäki galyndy stres ýok edilip bilner.
Karbonitrid: Karbonitrid, uglerodyň we azotyň polat gatlagyna aralaşmak prosesine degişlidir, bu poladyň gatylygyny, güýjüni, könelmegine garşylygy we poladyň tutulmagyna garşy bolup biler.
Kriogen bejergisi:Suwuk azot, material häsiýetlerini üýtgetmek maksadyna ýetmek üçin sowadyjy hökmünde 130 ° C-den pes materialy bejermek üçin ulanylýar.
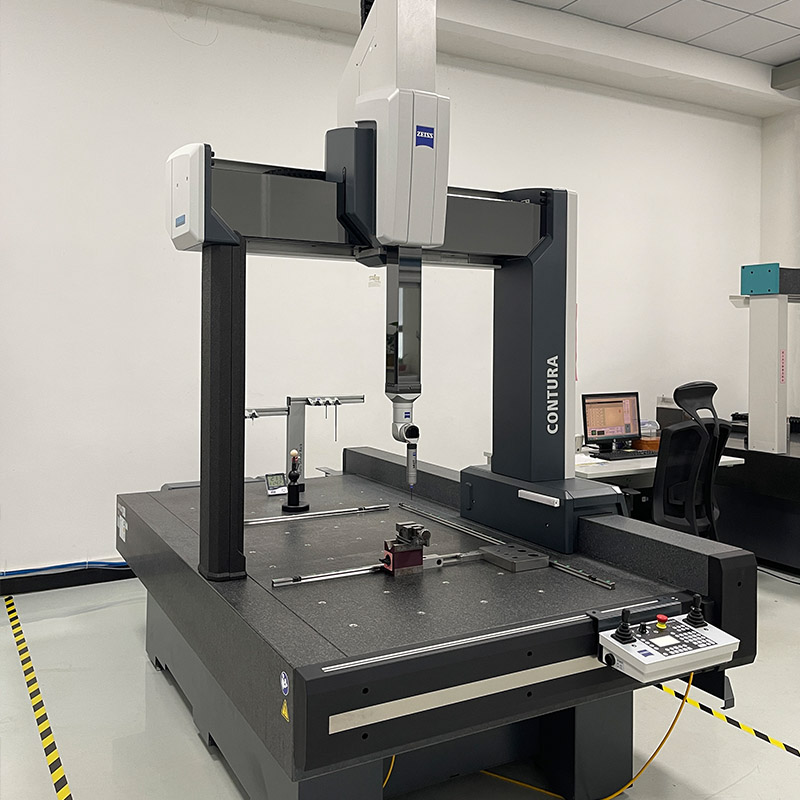
Hil barlagy
Maksat: Nol kemçilikler
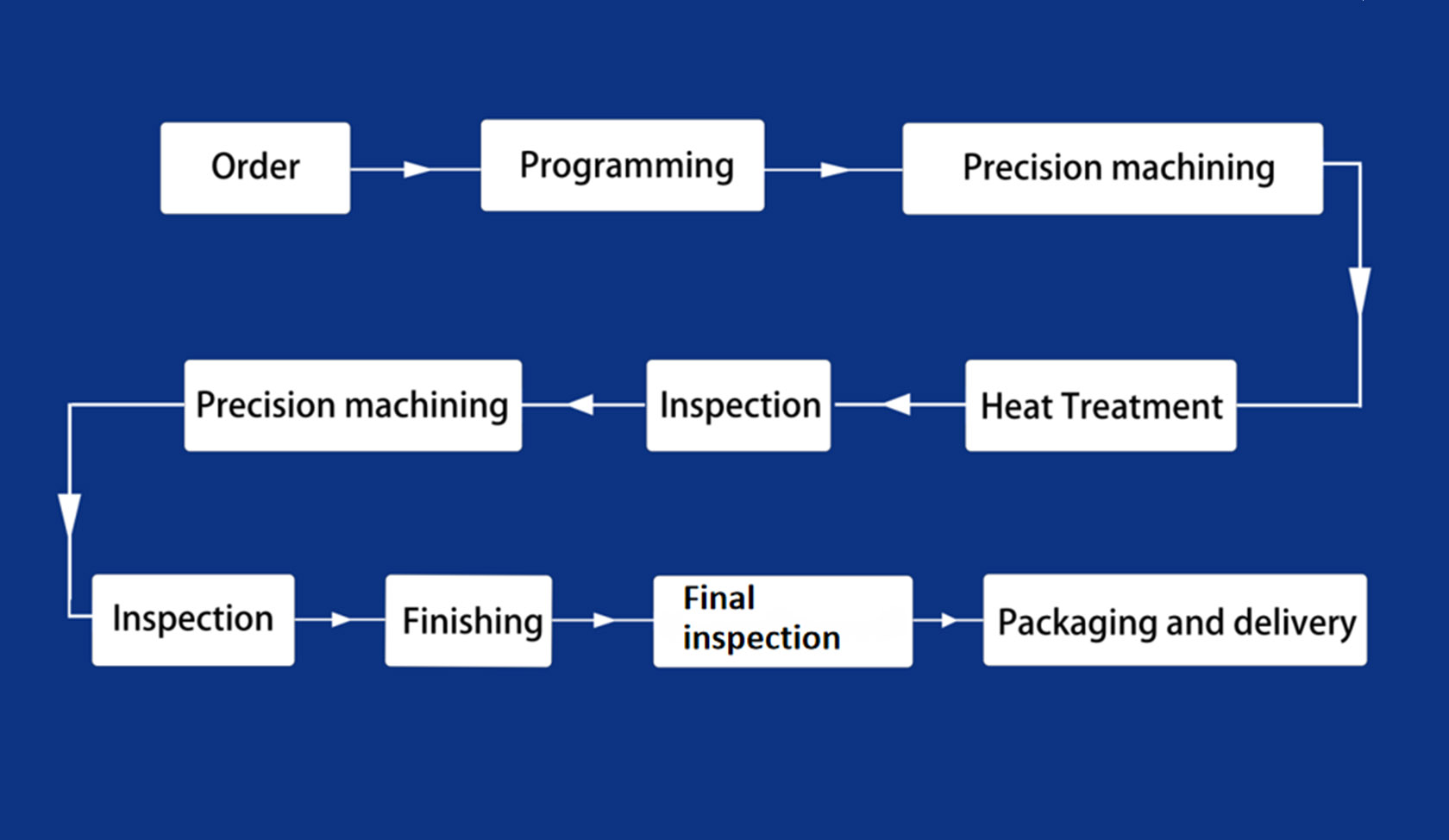
Bölekleriň işleýiş akymy we hiline gözegçilik prosedurasy:
1. Resminamalara gözegçilik topary, müşderiniň gizlin maglumatlarynyň howpsuzlygyny kepillendirmek we ýazgyny yzarlamak üçin ähli çyzgylary dolandyrýar.
2. Müşderiniň talaplaryna doly düşünmek üçin şertnamany gözden geçirmek, gözden geçirmek we gözden geçirmek.
3. ECN dolandyryşy, ERP ştrih-kody (işçi, çyzgy, material we ähli proses bilen baglanyşykly).SPC, MSA, FMEA we beýlekileriň dolandyryş ulgamyny ornaşdyryň.
4. IQC, IPQC, OQC durmuşa geçiriň.
| Maşyn görnüşi | Maşynyň ady | Marka | Gelip çykan ýeri | Mukdar | Takyklyk (mm) |
| Hil barlagy | Üç koordinat | Wenzel | Germaniýa | 5 | 0,003mm |
| Zeiss Contura | Germaniýa | 1 | 1.8um | ||
| Surat ölçeg guraly | Gowy görüş | Hytaý | 18 | 0.005mm | |
| Altimetr | Mitutoyo / Tesa | Japanaponiýa / Şweýsariýa | 26 | ± 0,001 -0.005mm | |
| Spektr analizatory | Spektro | Germaniýa | 1 | - | |
| Gödeklik synagy | Mitutoyo | Japanaponiýa | 1 | - | |
| Elektroplating filmiň galyňlygy ölçeýji | - | Japanaponiýa | 1 | - | |
| Mikrometr Kaliper | Mitutoyo | Japanaponiýa | 500+ | 0,001mm / 0.01mm | |
| Üzük ölçeýji iňňe ölçeýji | Nagoya / Çengdu ölçeg guraly | Japanaponiýa / Hytaý | 500+ | 0,001mm |
Hil gözegçiligi akymy söhbetdeşligi
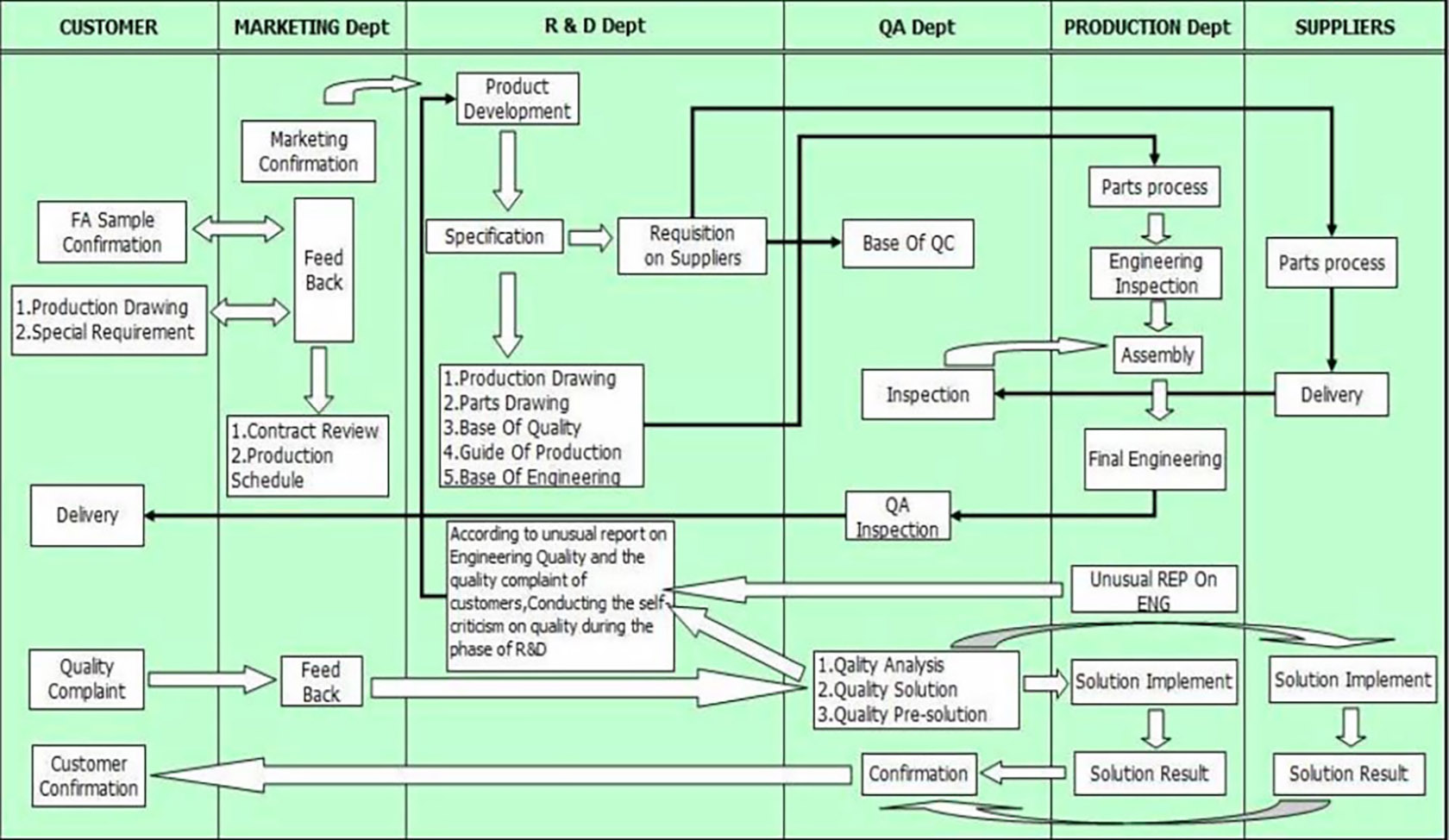
Işleýiş prosesi akymy