CNC машина хезмәте
GPM - профессиональ төгәл эшкәртү хезмәте күрсәтүче.Клиентларга югары сыйфатлы эшкәртү хезмәтләре күрсәтү өчен бездә алдынгы механик эшкәртү җиһазлары һәм квалификацияле инженерлар бар.Метро прототибы яки тулы масштаблы производство юк, без процесс хезмәтләренә клиентларның төрле ихтыяҗларын канәгатьләндерү өчен тегермән, борылыш, бораулау, тарту кебек төрле эшкәртү ысулларын кертә алабыз.Без сыйфатка һәм эффективлыкка игътибар итәбез, клиентларга кыска вакыт эчендә югары сыйфатлы продуктлар һәм хезмәтләр күрсәтергә гарантия бирәбез.

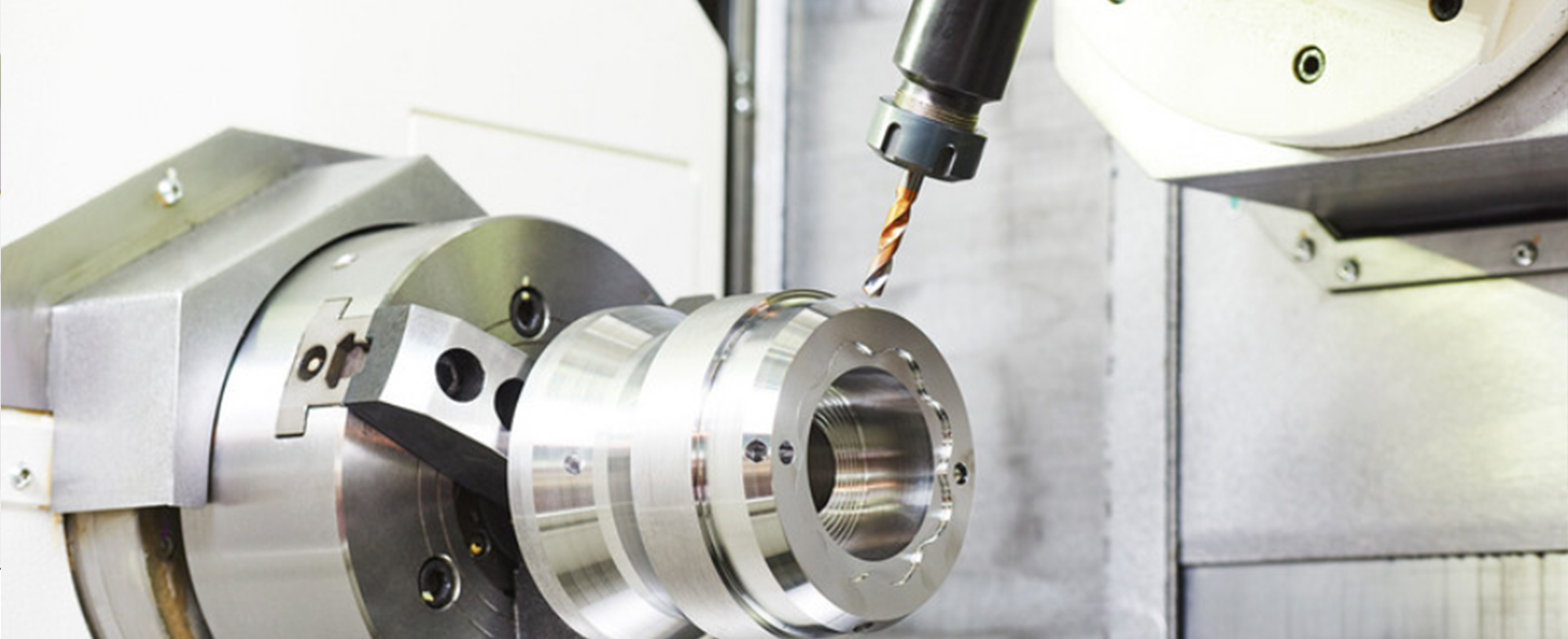
CNC тегермәне ничек эшли?
CNC тегермәне, яки компьютер санлы контроль тегермәне - компьютер программасы белән идарә иткән төгәл металл кисү технологиясе.CNC тегермән процессында оператор башта CAD программасын кулланып өлешне проектлый, аннары дизайнны CAM программа тәэминаты аша корал юлы, тизлек һәм туклану тизлеге кебек параметрларны үз эченә алган күрсәтмә кодларына әйләндерә.Бу кодлар CNC машина коралы контроллерына кертелә, машина коралын автоматик тегермән эшләрен башкарырга.
CNC тегермәнендә, әйбер коралны әйләндерергә этәрә, өстәл X, Y, Z күчәрендә хәрәкәт кисәген төгәл кисәр өчен.CNC системасы корал хәрәкәтенең микрон дәрәҗәсенә төгәл булуын тәэмин итә.Бу югары автоматлаштырылган һәм кабатлана торган процесс кәкре өслекләр һәм күп күчәрле тегермән кебек катлаулы кисү операцияләрен эшләп кенә калмый, җитештерү нәтиҗәлелеген һәм өлеш эзлеклелеген яхшырта.CNC тегермәненең сыгылмалылыгы аңа дизайн үзгәрешләренә җиңел яраклашырга мөмкинлек бирә, һәм ул үзгәртү яки яңадан программалаштыру ярдәмендә төрле җитештерү ихтыяҗларын канәгатьләндерә ала.
CNC тегермән өчен нинди җиһаз кирәк?
Биш уклы CNC тегермәненең өстенлекләре һәм кулланулары нинди?
Биш уклы CNC тегермән технологиясе үзенең югары төгәллеге, югары эффективлыгы һәм көчле эшкәртү мөмкинлекләре белән җитештерү тармагында төп урынны били.Традицион өч күчәрле CNC тегермәне белән чагыштырганда, биш уклы CNC тегермәне катлаулырак корал юлларын һәм эшкәртү иреген тәэмин итә ала.Бу коралга бер үк вакытта биш төрле балтада хәрәкәтләнергә һәм әйләнергә мөмкинлек бирә, бу якларның, почмакларның һәм эш кисәкләренең катлаулы кәкре өслекләрен төгәл һәм эффектив эшкәртү мөмкинлеген бирә.
Биш уклы CNC тегермәненең өстенлеге шунда: ул җитештерү нәтиҗәлелеген һәм эшкәртү сыйфатын сизелерлек күтәрә.Кысу һәм урнаштыру кирәклеген киметеп, ул берничә йөзне бер көйләүдә эшкәртергә мөмкинлек бирә, җитештерү вакытын һәм чыгымнарын сизелерлек киметә.Моннан тыш, бу технология катлаулы материалларга яхшырак бетү һәм төгәл үлчәмле контрольгә ирешә ала, шуның белән аэрокосмик, автомобиль, форма һәм медицина җайланмалары кебек тармакларда югары төгәл өлешләргә булган ихтыяҗны канәгатьләндерә ала.
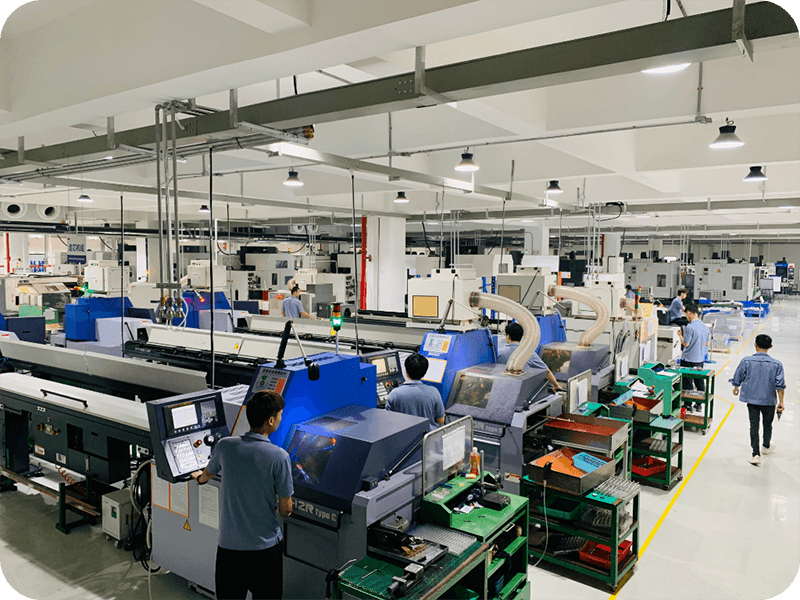
CNC тегермән өчен нинди җиһаз кирәк?
CNC тегермән җиһазларының киң таралган төрләренә, нигездә, вертикаль эшкәртү үзәкләре, горизонталь эшкәртү үзәкләре һәм CNC тегермән машиналары керә.Вертикаль эшкәртү үзәкләре югары тизлеге, югары төгәллеге һәм югары эффективлыгы аркасында партия җитештерүдә һәм бер кисәк җитештерүдә киң кулланыла.Горизонталь эшкәртү үзәкләре зур өлешләрне яки катлаулы формадагы өлешләрне төгәл эшкәртү өчен яраклы.CNC тегермән машиналары форма җитештерү һәм катлаулы өслек эшкәртү өчен өстенлекле җиһазга әйләнде.Бу җиһазларны сайлау һәм куллану механик эшкәртү эффективлыгы һәм сыйфаты белән турыдан-туры бәйле.Дизайн һәм җитештерү процессларын оптимальләштереп, CNC тегермән технологиясе җитештерү тармагында инновацияләрне һәм үсешне алга таба да дәвам итәчәк.
Биш уклы CNC тегермән технологиясе үзенең югары төгәллеге, югары эффективлыгы һәм көчле эшкәртү мөмкинлекләре белән җитештерү тармагында төп урынны били.Традицион өч күчәрле CNC тегермәне белән чагыштырганда, биш уклы CNC тегермәне катлаулырак корал юлларын һәм эшкәртү иреген тәэмин итә ала.Бу коралга бер үк вакытта биш төрле балтада хәрәкәтләнергә һәм әйләнергә мөмкинлек бирә, бу якларның, почмакларның һәм эш кисәкләренең катлаулы кәкре өслекләрен төгәл һәм эффектив эшкәртү мөмкинлеген бирә.Биш уклы CNC тегермәненең өстенлеге шунда: ул җитештерү нәтиҗәлелеген һәм эшкәртү сыйфатын сизелерлек күтәрә.Кысу һәм урнаштыру кирәклеген киметеп, ул берничә йөзне бер көйләүдә эшкәртергә мөмкинлек бирә, җитештерү вакытын һәм чыгымнарын сизелерлек киметә.Моннан тыш, бу технология катлаулы материалларга яхшырак бетү һәм төгәл үлчәмле контрольгә ирешә ала, шуның белән аэрокосмик, автомобиль, форма һәм медицина җайланмалары кебек тармакларда югары төгәл өлешләргә булган ихтыяҗны канәгатьләндерә ала.
Биш уклы CNC тегермәненең өстенлекләре һәм кулланулары нинди?
CNC Milling
3 күчәр, 4 күчәр, 5 күчәр эшкәртү
CNC тегермәне сезгә югары төгәллеккә, югары эффективлыкка һәм кабат эшкәртүгә ирешергә булыша ала, һәм кул белән эшләүне киметү, җитештерү эффективлыгын һәм сыйфатын яхшырту, җитештерү циклын һәм җитештерү чыгымнарын киметү өчен төрле катлаулы формаларны, зур һәм кечкенә эш кисәкләрен эшкәртә ала.
GPMдагы CNC тегермән машинасы исемлеге
| Машина исеме | Бренд | Чыгыш урыны | Максималь эшкәртү сугу (мм) | Сан | Төгәллек (мм) |
| Биш-күчәр | Окума | Япония | 400X400X350 | 8 | ± 0.003-0.005 |
| Биш уклы югары тизлек | Джинг Диао | Китай | 500X280X300 | 1 | ± 0.003-0.005 |
| Дүрт күчәр горизонталь | Окума | Япония | 400X400X350 | 2 | ± 0.003-0.005 |
| Дүрт күчәр вертикаль | Мазак / абый | Япония | 400X250X250 | 32 | ± 0.003-0.005 |
| Гантри машинасы | Тайкан | Китай | 3200X1800X850 | 6 | ± 0.003-0.005 |
| Speгары тизлектә бораулау | Абый | Япония | 3200X1800X850 | 33 | - |
| Өч күчәр | Мазак / Префект-Джет | Япония / Китай | 1000X500X500 | 48 | ± 0.003-0.005 |
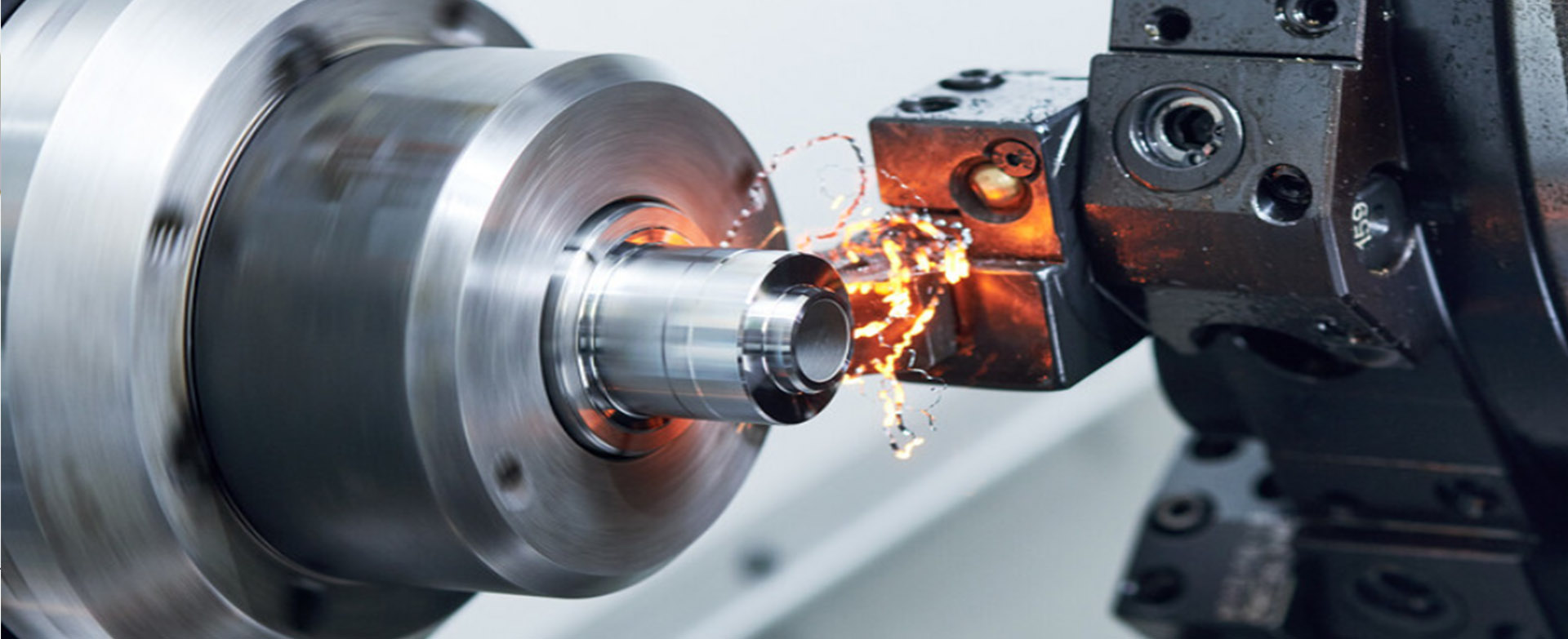
CNC борылыш ничек эшли?
CNC борылышы - компьютер тарафыннан алдан билгеләнгән программаны башкару аша токарьны контрольдә тотып металл кисү процессы.Бу интеллектуаль җитештерү технологиясе эшкәртү тармагында киң кулланыла һәм төрле катлаулы һәм нечкә өлешләрне эффектив һәм төгәл җитештерә ала.CNC борылышы югары автоматлаштыру һәм кабатлану дәрәҗәсен тәэмин итеп кенә калмый, шулай ук өслек тегермәне һәм күп уклы тегермән кебек катлаулы кисү операцияләренә мөмкинлек бирә, җитештерү эффективлыгын һәм өлеш эзлеклелеген сизелерлек күтәрә.Моннан тыш, югары сыгылмалы булу сәбәпле, CNC борылышы дизайн үзгәрешләренә җиңел яраклаша ала, һәм гади үзгәртүләр яки репрограммалаштыру ярдәмендә төрле җитештерү ихтыяҗларына ирешеп була.

CNC борылышы белән традицион борылыш арасында нинди аермалар бар?
CNC борылыш белән традицион борылышны чагыштыру төрле чордагы ике борылыш технологиясен үз эченә ала.Традицион борылыш - эшкәртү ысулы, ул операторның осталыгына һәм тәҗрибәсенә таяна, CNC борылыш компьютер программасы аша токарьның хәрәкәтен һәм эшкәртүен контрольдә тота.CNC борылышы югары төгәллекне һәм кабатлануны тәэмин итә, һәм кыска вакыт эчендә катлаулырак өлешләрне эшкәртә ала.Моннан тыш, CNC борылышы җитештерү эффективлыгын яхшырта һәм корал юлларын оптимальләштереп чыгымнарны киметә ала.Киресенчә, традицион борылыш катлаулы өлешләрне эшкәрткәндә күбрәк кул белән көйләнүне һәм озын җитештерү циклын таләп итә ала.Кыскасы, CNC борылышы заманча җитештерүдә үзенең югары автоматлаштыру һәм төгәллеге белән киң кулланылды, традицион борылыш әкренләп билгеле очраклар белән чикләнде яки CNC борылышына өстәмә буларак.
CNC борылыш
CNC токарь, төп йөрү, кисүче машина
CNC Турнир автомобиль, техника, авиация һәм аэрокосмос өлкәсендә эш кисәкләрен эшкәртүдә киң кулланыла.Дискрет җитештерү тармагында, CNC Turning - югары күләмле, югары төгәл эшкәртүгә ирешергә ярдәм итүче төп технологияләрнең берсе.
GPMдагы CNC борылыш машинасы исемлеге
| Машина тибы | Машина исеме | Бренд | Чыгыш урыны | Максималь эшкәртү сугу (мм) | Сан | Төгәллек (мм) |
| CNC борылыш | Төп йөрү | Гражданин / Йолдыз | Япония | Ø25X205 | 8 | ± 0,002-0.005 |
| Пычак ашатучы | Миано / Такисава | Япония / Тайвань, Китай | 8108X200 | 8 | ± 0,002-0.005 | |
| CNC токарь | Окума / Tsугами | Япония / Тайвань, Китай | 50350X600 | 35 | ± 0,002-0.005 | |
| Вертикаль Лат | Хәер | Тайвань, Китай | 80780X550 | 1 | ± 0.003-0.005 |
Ни өчен CNC тарткычны эшкәртү өчен use
Компьютер программасы белән контрольдә тотылган, CNC тарту бик югары эшкәртү төгәллегенә һәм кабатлануына ирешә ала, бу югары сыйфатлы, эзлекле өлешләр җитештерү өчен бик мөһим.Бу катлаулы геометрияне яхшы эшкәртергә мөмкинлек бирә һәм төрле катлаулылык җитештерү ихтыяҗларына яраклаша.Моннан тыш, CNC тарту җитештерү нәтиҗәлелеген сизелерлек яхшырта һәм эшкәртү юлларын һәм параметрларын оптимальләштереп чыгымнарны киметә.Моннан тыш, аның сыгылмалылыгы һәм җайлашуы дизайн үзгәрүләренә тиз көйләнә ала, аны тиз прототиплау һәм күләм җитештерү өчен идеаль итә.Шуңа күрә, CNC тарту - югары җитештерүчәнлеккә һәм төгәл инженерлыкка омтылган тармаклар өчен алыштыргысыз җитештерү процессы.
CNC тарту машиналарын структурасы һәм функциясе буенча күп төрләргә бүлеп була, шул исәптән өслек тарткычлары, әйләнүче өстәл тарткычлары, профиль тарткычлар һ.б.Алар зур төгәллек һәм югары өслек бетү белән аерылып торалар, алар зур тәлинкәләрне эшкәртү яки кечкенә өлешләрне массакүләм җитештерү өчен бик яраклы.Әйләнүче өстәл CNC тарту машиналары, шул исәптән CNC эчке һәм тышкы цилиндрик тарткычлар, түгәрәк эш кисәкләренең эчке һәм тышкы диаметрларын тарту өчен махсус кулланыла.Бу машиналар бик төгәл диаметр белән идарә итә һәм подшипниклар, приборлар һәм башка цилиндрик өлешләр җитештерү өчен идеаль.Профиль CNC тарту машиналары, мәсәлән, CNC кәкре тарткычлар, катлаулы контур формаларын тарту өчен эшләнгән.Алар форма җитештерүдә һәм катлаулы детальләр җитештерүдә киң кулланыла, монда төгәллек һәм деталь эшкәртү төп таләпләр.
CNC тарту өчен гадәттә нинди җиһаз кулланыла?
EDM ничек эшли?
EDM Электроспарк Машинасы, тулы исеме "Электр Агарту Машинасы" - эшкәртү ысулы, металл материалларны чыгару өчен электр очкын коррозиясе принцибын куллана.Аның эш принцибы - эшкәртү максатына ирешү өчен, электрод белән эш кисәге арасындагы импульс агызу аша материалларны эретү һәм парга әйләндерү өчен җирле югары температура булдыру.EDM Электроспарк Машинасы форма җитештерүдә, аэрокосмос, электроника, медицина җиһазлары һәм башка өлкәләрдә киң кулланыла, аеруча катлаулы эшкәртү материалларын һәм катлаулы формадагы өлешләрне эшкәртү өчен.Аның өстенлеге шунда: ул югары төгәллеккә һәм югары өслек сыйфатына ирешә ала, шул ук вакытта механик стрессны һәм җылылыкка тәэсир иткән зонаны киметә, һәм өлешләрнең коррозиягә каршы торуын яхшырта.Моннан тыш, EDM Электроспарк Машинасы шулай ук билгеле дәрәҗәдә кул белән бизәүне алыштыра, җитештерү нәтиҗәлелеген күтәрә һәм чыгымнарны киметә ала.
Тегермән һәм чыбык кисү
Эшкәртү төгәллеген һәм сыйфатын яхшырту
Тегермән һәм чыбык кисү кебек төгәл эшкәртү ярдәмче технология, төгәл эшкәртү кораллары һәм ысуллары белән тәэмин итә ала, алар эшкәртү процессындагы хаталарны контрольдә тота, шуның белән эшкәртү төгәллеге һәм детальләрен эшкәртү ысуллары һәм технологияләре ярдәмендә детальләрнең сыйфатын яхшырта ала.Ул төрле формаларның һәм материалларның өлешләрен эшкәртә ала, шулай ук эшкәртү сыйфатын һәм күләмен киңәйтә ала.
GPMдагы CNC тарту машинасы һәм EDM машинасы исемлеге
| Машина тибы | Машина исеме | Бренд | Чыгыш урыны | Максималь эшкәртү сугу (мм) | Сан | Төгәллек (мм) |
| CNC тарту | Зур су тегермәне | Кент | Тайвань, Китай | 1000X2000X5000 | 6 | ± 0.01-0.03 |
| Очкыч тарту | Seedtec | Япония | 400X150X300 | 22 | ± 0.005-0.02 | |
| Эчке һәм тышкы тарту | SPS | Китай | Ø200X1000 | 5 | ± 0.005-0.02 | |
| Төгәл чыбык кисү | Төгәл чыбык | Эги Чармилл | Швейцария | 200X100X100 | 3 | ± 0.003-0.005 |
| EDM-процесслар | Топ-Эдм | Тайвань, Китай | 400X250X300 | 3 | ± 0.005-0.01 | |
| Чылбыр кисү | Санду / Рижум | Китай | 400X300X300 | 25 | ± 0.01-0.02 |

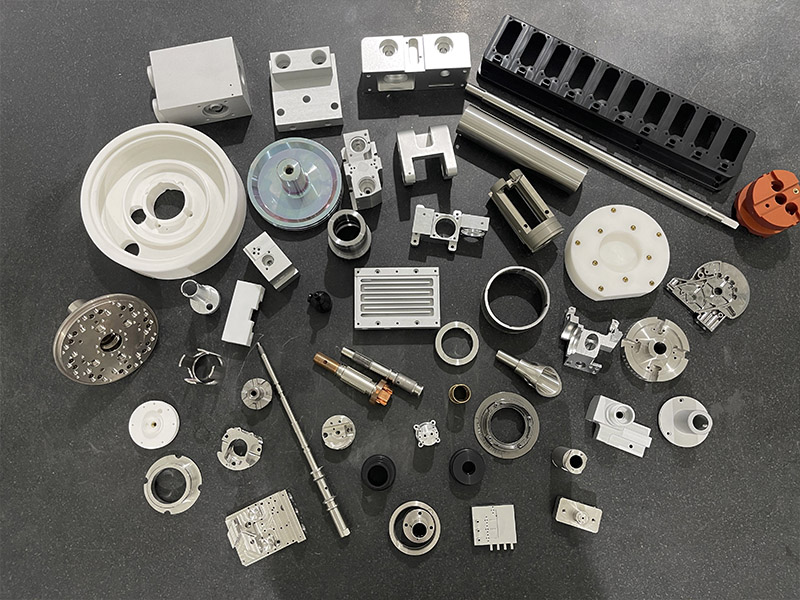
Материаллар
CNC эшкәртү материаллары
●Алюминий эритмәсе:A6061, A5052, A7075, A2024, A6063 һ.б.
●Тутыкмас корыч: SUS303, SUS304, SUS316, SUS316L, SUS420, SUS430, SUS301 һ.б.
●Карбон корыч:20 #, 45 # һ.б.
●Бакыр эретмәсе: H59, H62, T2, TU12, Qsn-6-6-3, C17200 һ.б.
●Вольфрам корыч:YG3X, YG6, YG8, YG15, YG20C, YG25C һ.б.
●Полимер материал:PVDF, PP, PVC, PTFE, PFA, FEP, ETFE, EFEP, CPT, PCTFE, PEEK һ.б.
●Композит материаллар:углерод җепселле композит материаллар, пыяла җепсел композит материаллар, керамик композит материаллар һ.б.
Тәмам
Сорау буенча процессны сыгылмалы тәмамлый
●Пластинка:Гальванизацияләнгән, алтын каплау, никель белән каплау, хром белән каплау, цинк никель эритмәсе, титан белән каплау, Ион белән каплау һ.б.
●Анодизацияләнгән: Каты оксидлашу, ачык анодизацияләнгән, төс анодизацияләнгән һ.б.
●Катлам: Гидрофилик каплау, гидрофобик каплау, вакуум каплау, углерод кебек бриллиант (DLC), PVD (алтын TiN, кара: TiC, көмеш: CrN).
●Оештыру:Механик бизәү, электролитик полировка, химик полировка һәм нано полировка.
Башка заказ эшкәртү һәм сорау буенча тәмамлана.


Atылылык белән эшкәртү
Вакуумны сүндерү:Партия вакуумда җылытыла, аннары суыту камерасында газ белән суытыла.Нейтраль газ газны сүндерү өчен, ә азот сыек сүндерү өчен кулланылды.
Басымны җиңеләйтү: Материалны билгеле бер температурада җылытып, аны берникадәр вакыт тотып, материал эчендәге калдык стрессын бетерергә мөмкин.
Карбонитридинг: Карбонитридинг - углерод һәм азотның корыч өслек катламына үтеп керү процессын аңлата, бу каты, көчен яхшырта ала, каршылыкны һәм корычны кулга алуга каршы тора ала.
Криоген дәвалау:Сыек азот суыткыч буларак 130 ° C-тан түбән материалны эшкәртү өчен кулланыла, шулай итеп материаль үзлекләрне үзгәртү максатына ирешә.
Сыйфат белән идарә итү
Максат: нуль җитешсезлекләре
Детальләр процессы агымы һәм сыйфат белән идарә итү процедурасы:
1. Документация белән идарә итү төркеме клиентларның конфиденциаль мәгълүматының куркынычсызлыгын гарантияләү өчен барлык рәсемнәр белән идарә итә, һәм язуны эзли.
2. Клиент таләбен тулысынча аңлау өчен контракт карау, заказ карау һәм процесс карау.
3. ECN контроле, ERP штрих-коды (эшче, рәсем, материал һәм барлык процесс белән бәйле).SPC, MSA, FMEA һәм башкалар контроль системасын кертү.
4. IQC, IPQC, OQC кертү.
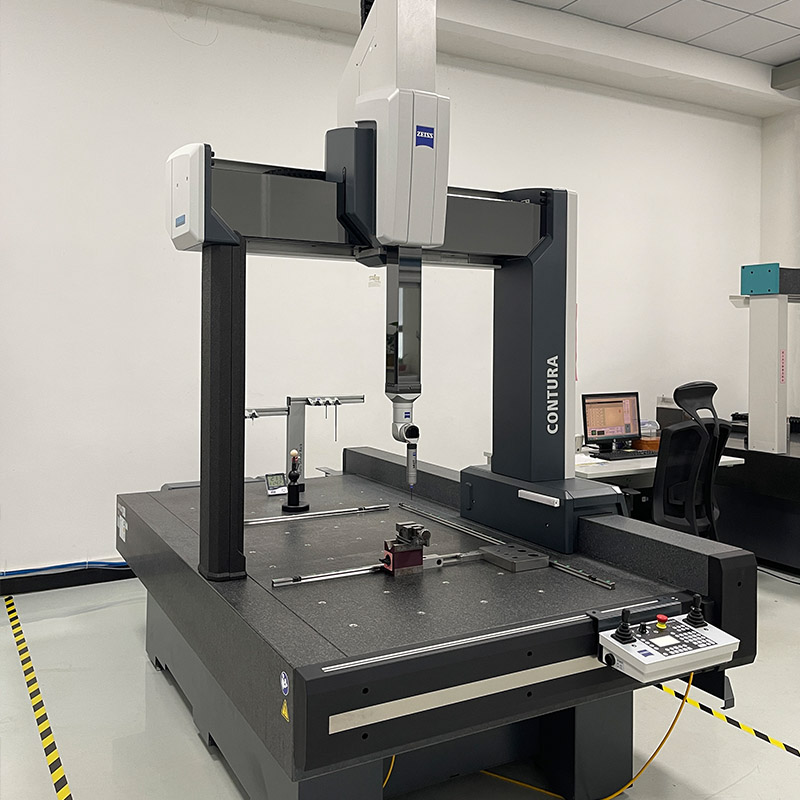
| Машина тибы | Машина исеме | Бренд | Чыгыш урыны | Сан | Төгәллек (мм) |
| Сыйфатны тикшерү машинасы | Өч координаталар | Вензель | Германия | 5 | 0,003 мм |
| Зейс Контура | Германия | 1 | 1.8ум | ||
| Рәсем үлчәү коралы | Яхшы күренеш | Китай | 18 | 0,005 мм | |
| Алтиметр | Митутойо / Теса | Япония / Швейцария | 26 | ± 0,001 -0.005 мм | |
| Спектр анализаторы | Спектро | Германия | 1 | - | |
| Төгәллек сынаучы | Митутойо | Япония | 1 | - | |
| Электроплатинг кино калынлыгы | - | Япония | 1 | - | |
| Микрометр Калипер | Митутойо | Япония | 500+ | 0,001 мм / 0.01 мм | |
| Кыңгырау үлчәү иннасы | Нагоя / Ченгду үлчәү коралы | Япония / Китай | 500+ | 0,001 мм |
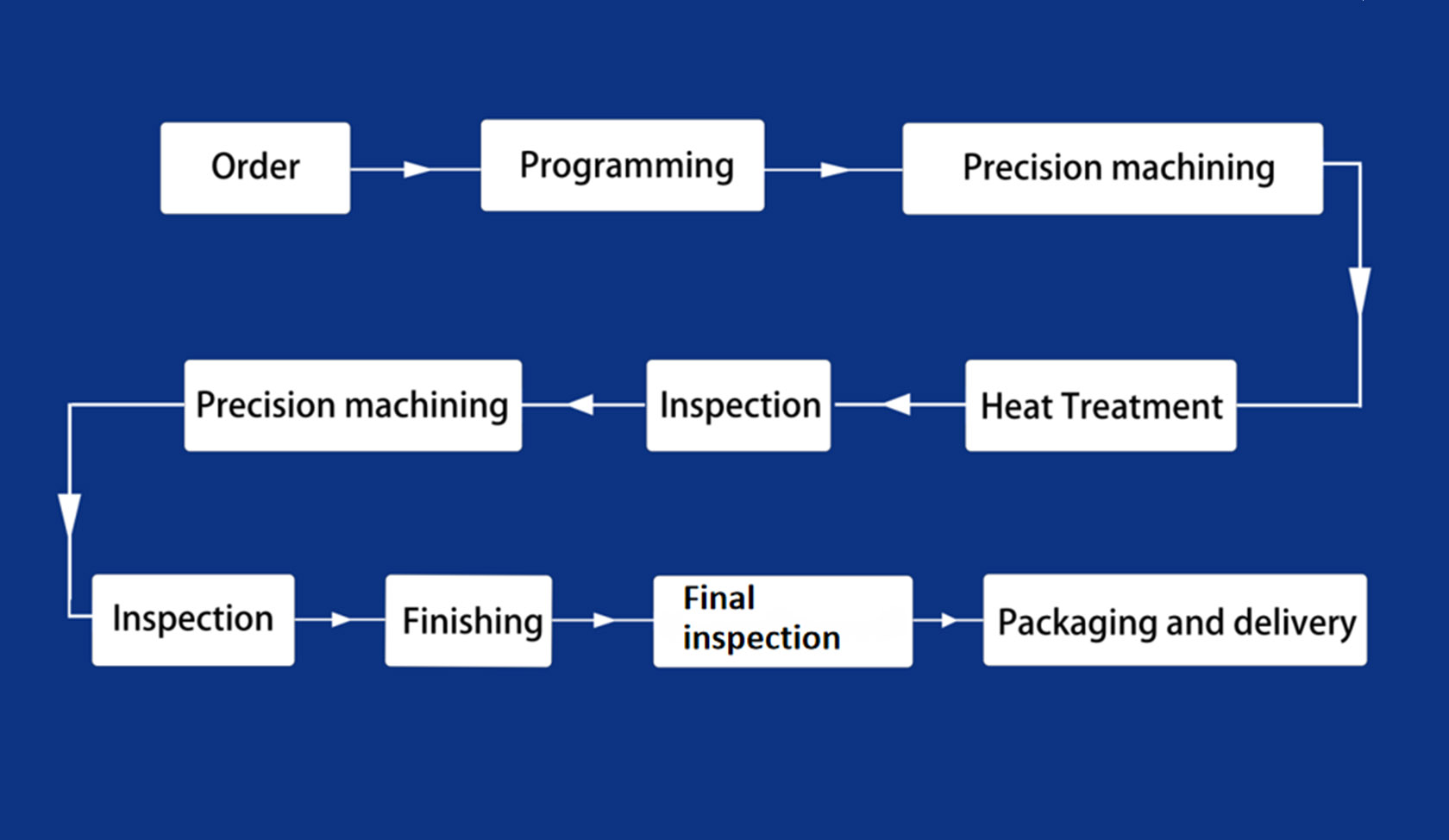
Сыйфат белән идарә итү агымы чаты
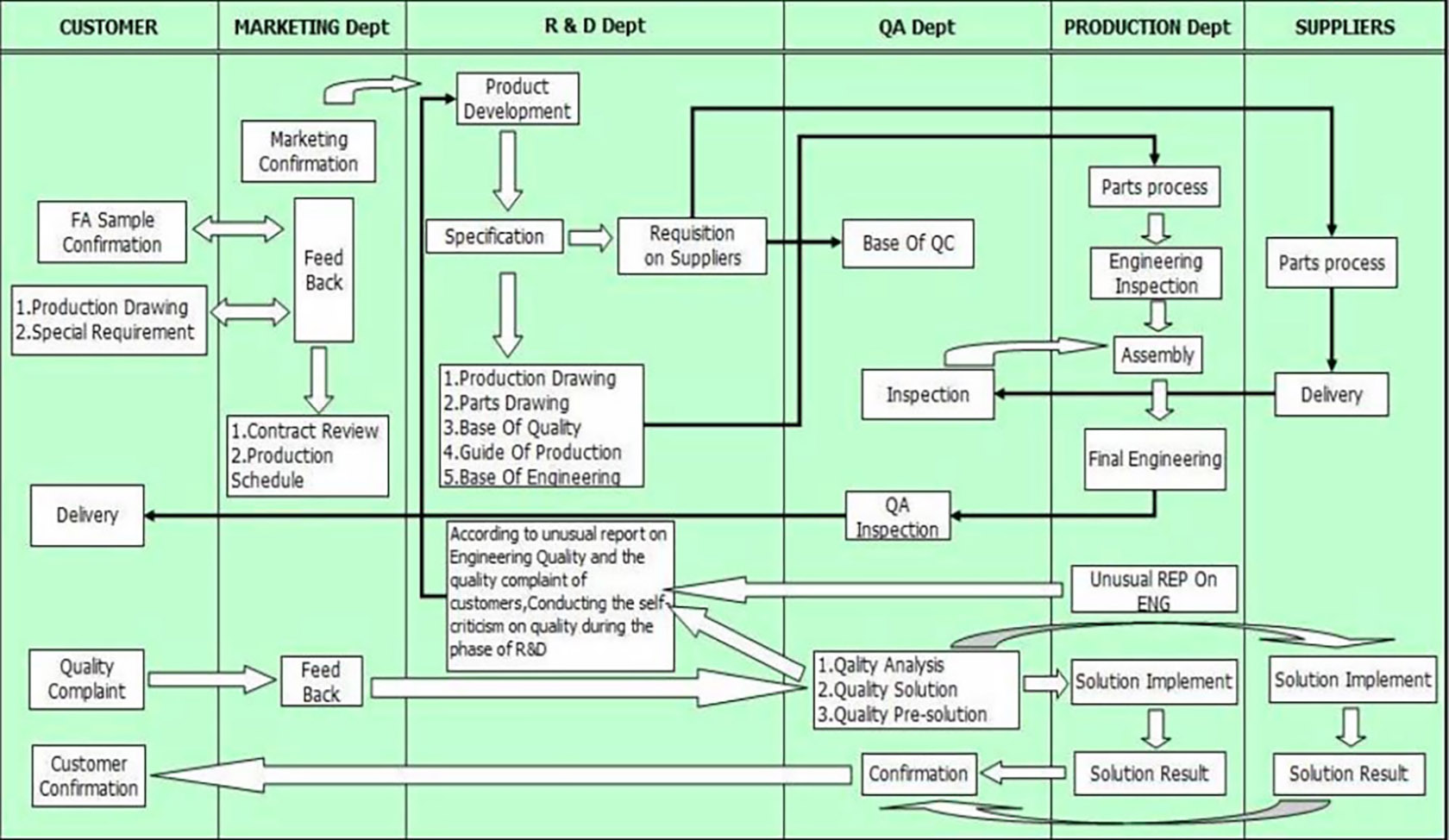
Эшкәртү процессы агымы